切换界面风格
中卡拉料参数
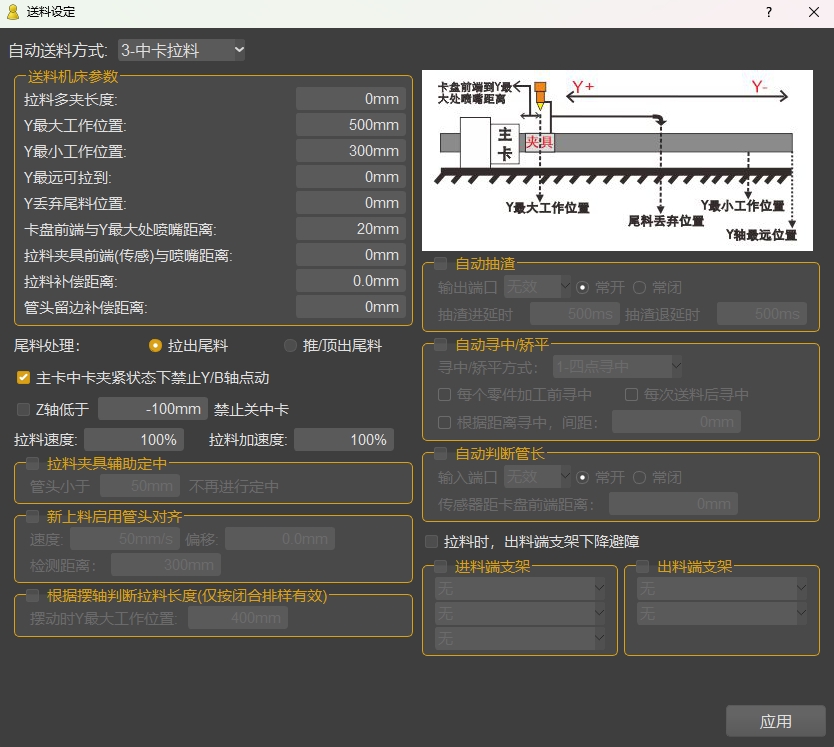
一、基本参数
注:主卡盘为中空结构、且Y方向移动带有辅助夹具的切管机
| 参数名称 | 含义 |
|---|---|
| 拉料多夹长度 | 拉料时向前运行此长度再夹持,设置越大夹持的管材越多,用以保证夹持稳定性。 |
| Y最大工作位置 | 切割时最大可到达的位置,位置根据机床坐标Y轴设置。一般设置为最靠近旋转卡盘处。此位置同时为拉料起始位置。当将要切割的图形已超过此位置,则会触发拉料。 |
| Y最小工作位置 | 切割时最小可到达的位置,位置根据机床坐标Y轴设置。用户可根据需要设置(不可小于最远可拉到位置)。此位置若设远,则拉料一次,可切割多个零件,但远处切割精度可能偏低,拉料次数少;若设置近端,则拉料一次切割零件数较少,但精度更高,拉料次数多。 |
| Y最远可拉到 | 拉料时最远可拉到的位置,位置根据机床坐标Y轴设置。建议设置机台可运行到的最远位置。若切割图形间距较长,若设置远端,可减少拉料次数。 |
| Y丢弃尾料位置 | 整管切割结束后,将尾料运动到的丢弃位置。位置根据机床坐标Y轴设置。 |
| 卡盘前端与Y最大处喷嘴距离 | 将激光头运动到Y最大工作位置,量取此时卡盘前端与激光头的距离,此距离为不可加工距离。 |
| 拉料夹具前端(传感)与喷嘴距离 | 将激光头运动到拉卡夹具水平位置,量取夹具前端(传感)到激光头距离。 |
| 拉料补偿距离 | 每次中卡拉料时补偿的长度。 |
| 尾料处理 | 拉出尾料 :整管切割结束后,将尾料拉出。 推出、顶出尾料 :整管切割结束后,下次上管将尾料推出。 |
| 拉料速度/加速度 | 默认为Y轴最大速度加速度,可修改百分比来调整拉料速度。 |
拉料多夹长度:当中卡夹持长度过短或中卡前端位置小于切割头位置时使用,一般夹持长度至少10mm才能确保夹持管材时不会打滑,填写正值。如下图所示:
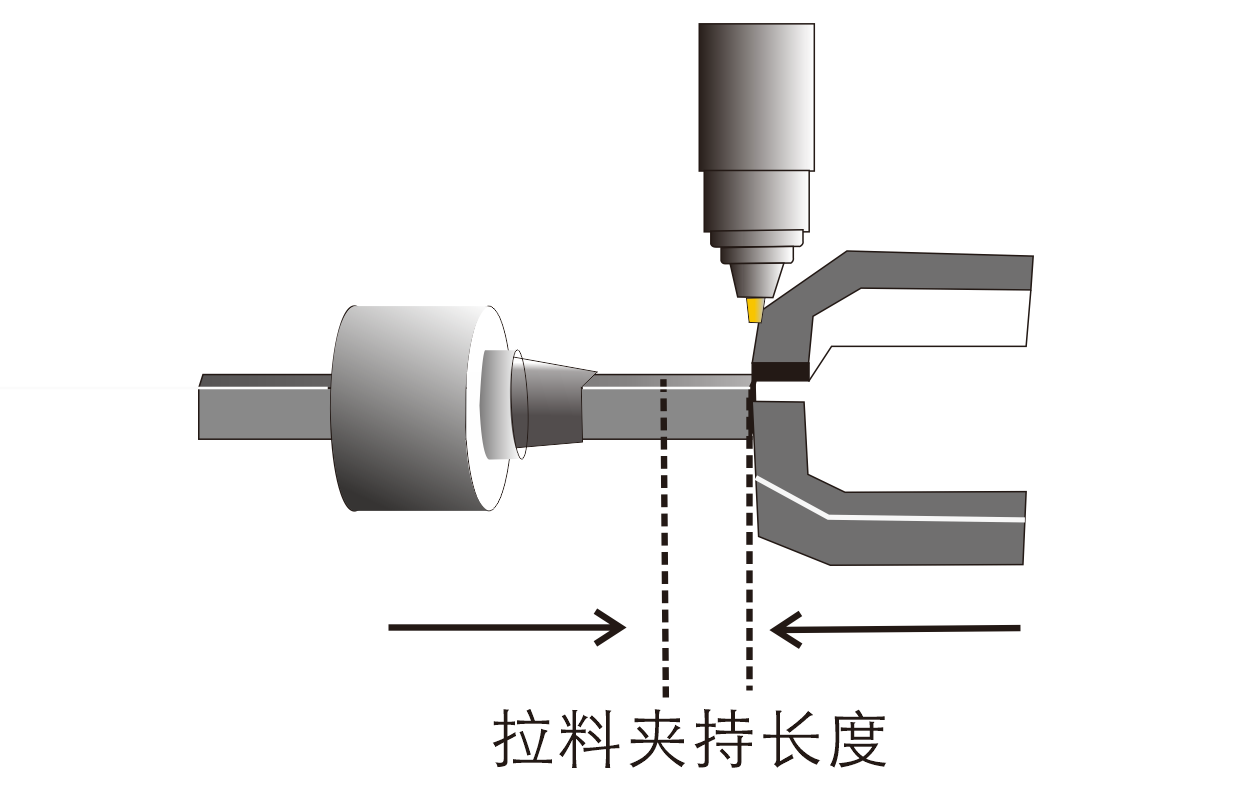
当拉料卡盘安装靠前时(比激光头靠前至少10mm),则不需要填写改参数,默认0;建议拉料卡盘使用此安转方式,如下图所示:

二、辅助功能
进出料端支架:机台配置有支架功能,需在 《设置》- 《支架》 中先配置好对应参数,再在送料中勾选启用,选择对应支架。
拉料时出料端支架下降避让:勾选后,若拉料时,出料端支架在上方,则会先下降,拉料完成后再上升。
随动支架详解 → 跳转至支架随动
新上料管头对齐:上料完成后,切割头下降开始寻找管头位置,
※注意:若管材弯曲严重或存在高度差严重,寻边位置可能不准确。参数名称 含义 速度 横移寻中管头的速度 偏移 寻中到管头后的偏移量 检测距离 从下降位置开始寻中管头的最大位移距离 自动寻中/矫平:切割前标定管材与卡盘中心的偏差或管面水平。
参数名称 含义 寻中或矫平 1、四点寻中:管材四面标定
2、矫平+四点寻中:先矫平管面,再四面标定
3、矫平:矫平管材水平面寻中或矫平方式 1、每个零件加工前寻中
2、每次送料后寻中
3、根据距离寻中,每加工多长距离后寻中一次自动抽渣
参数名称 含义 输出端口 IO控制端口号,根据实际选择常开常闭。 抽渣进延时 IO输出后(进入抽渣时)的延时时间,不宜过小。 抽渣出延时 IO输出后(退出抽渣时)的延时时间,不宜过小。 根据摆轴判断拉料长度(仅按闭排样合有效)
摆动时Y轴最大位置:手动将摆轴运动到实际工作最大角度(往卡盘方向倾斜),移至卡盘附近,记录摆动时Y最大工作位置。

拉料辅助定中详解 → 跳转至辅助定中
自动判断管长详解→跳转至管长判断