切换界面风格
调高器参数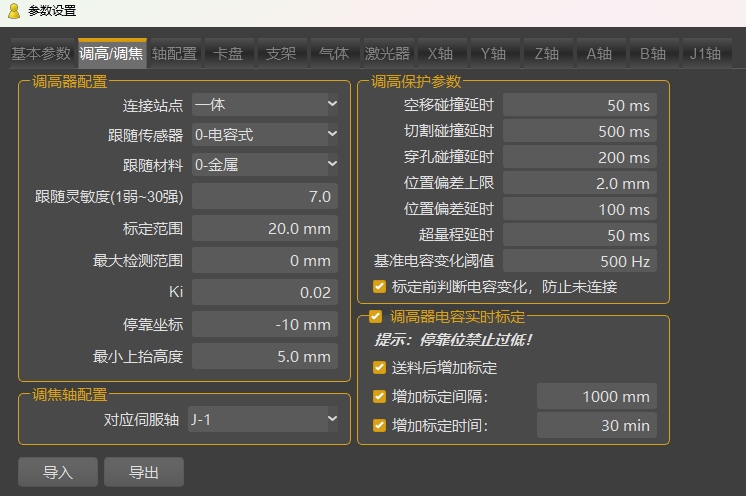
| 参数名称 | 参数含义 |
|---|---|
| 连接站点 | 选择一体模式。 |
| 跟随传感器 | 可选“电容式”,“光电式485”,“光电式AD”,根据传感器类型配置,默认为电容式。 |
| 跟随材料 | 可选“金属”,“半金属”,“非金属” 一般选用“金属”,若金属板面油漆或覆膜较厚则选择“半金属”,PVC等选择“非金属” |
| 跟随灵敏度 | 随动增益等级从1~30 ,默认 7 级。级数越大,跟随动作越快。若增益过大,会引起跟随的抖动。 |
| 标定范围 | 标定时从管面上抬的距离,并记录对应的标定数据,默认20mm 。 |
| 最大检测范围 | 设定调高器最大可检测的距离,若超出则报警“调高器超出最大调节范围”,设0则表示不设置检测距离。 |
| 停靠坐标 | 程序启动开始切割时Z轴抬高高度。 |
| 最小上抬高度 | 空移时最小上抬高度,若工艺里面设置的抬高高度小于此参数,则调用该参数。 |
| 调焦轴配置 | 此功能为自动调焦头所需要的配置,选择对应的伺服轴,勾选后在主界面可以看到调焦轴操作界面。 |
| 空移碰撞延时 | 在空移过程中,碰板的持续时间达到该时间时,会报警,并自动上抬保护。适当的设大该值,可以避免穿孔时反渣引起的误报警。 |
| 切割碰撞延时 | 在切割过程中,碰板的持续时间达到该时间时,会报警,并自动上抬保护。适当的设大该值,可以避免穿孔时反渣引起的误报警。 |
| 穿孔碰撞延时 | 在穿孔过程中,碰板的持续时间达到该时间时,会报警,并自动上抬保护。适当的设大该值,可以避免穿孔时反渣引起的误报警。 |
| 位置偏差上限 | 允许的最大跟随误差。切割头跟随到位后,由于运动超出板材边界或板材剧烈抖动等原因导致跟随误差超过设置的报警值时,控制器会产生跟随误差过大报警。 |
| 位置偏差延时 | 设置跟随误差报警的滤波时间。该值越大,允许产生跟踪误差的时间越长,滤除干扰的能力也越强。 |
| 超量程延时 | 使用光电传感器时,超出传感器量程的保护延时。 |
| 基准电容变化阈值 | 此数值为当前本体电容值相对于上一次电容标定后记录本体电容的差值。 |
| 标定前判断电容变化,防止未连接 | 勾选后,若标定时电容无变化,则停止。 |
| 调高器电容实时标定 | “送料后增加标定”:每次送料后都会标定一次电容。 “增加标定间隔”:每加工多长距离后标定一次电容 "增加标定时间":每加工多长时间后标定一次电容 |