切换界面风格
标定摆长(A 轴)中心
手动标定
若设备无法使用自动标定,可以通过特制标定针,手动示教点位标定摆长

根据提示:通过两个姿态对着同一个点来建立两个位置记录,注意A轴的变化要大于10度,只需矫正一次,或出现偏差时要重新建立。
步骤1:摆动A轴10度以上,激光头末端对准固定尖点,点击记录位置1;反方向摆动10度以上,同样用激光头末端对准固定尖点,点击记录位置2.
步骤2:点击计算摆长,系统将会计算得出工具坐标系数值。
步骤3:点击应用,保存数据。
自动标定
系统自动运行标定动作,计算出工具坐标Y(A轴Y方向偏移量)跟Z(摆轴长度)
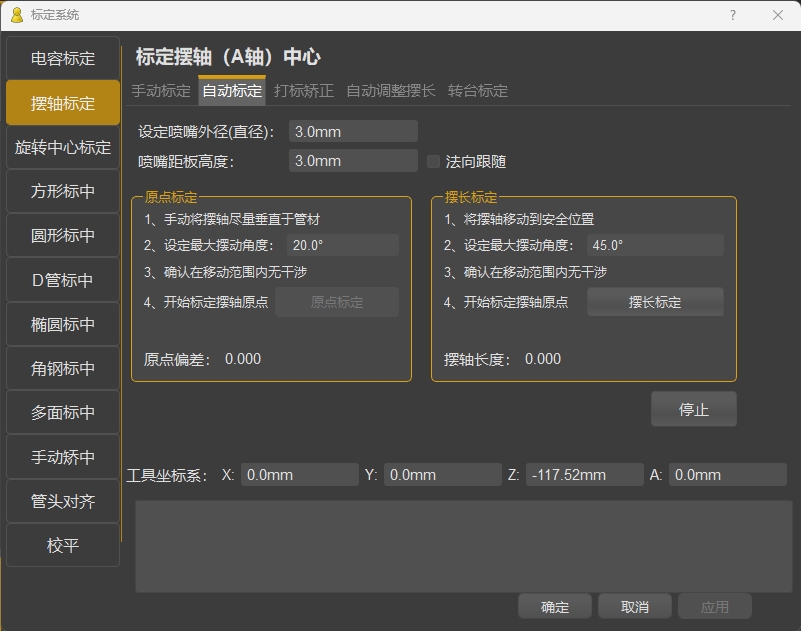
设定喷嘴外径(直径): 激光头末端铜嘴底部外径大小,该参数尽可能精准,自动标定时以该参数计算摆长。
喷嘴距板高度: 标定时跟随高度,若勾选法向跟随,标定时会以法向跟随模式,若不勾选,高度不宜过低。
摆长标定:
步骤1:卡盘夹持管材(必须是矩形管),将摆轴移动到原点,Y轴预留足够移动的距离。
步骤2:设定最大摆动角度(确认摆动时不会有干涉)
步骤3:确认电容已经标定过。
步骤4:点击摆长标定,自动标定结束后,工具坐标系将会刷新数据。
打标矫正
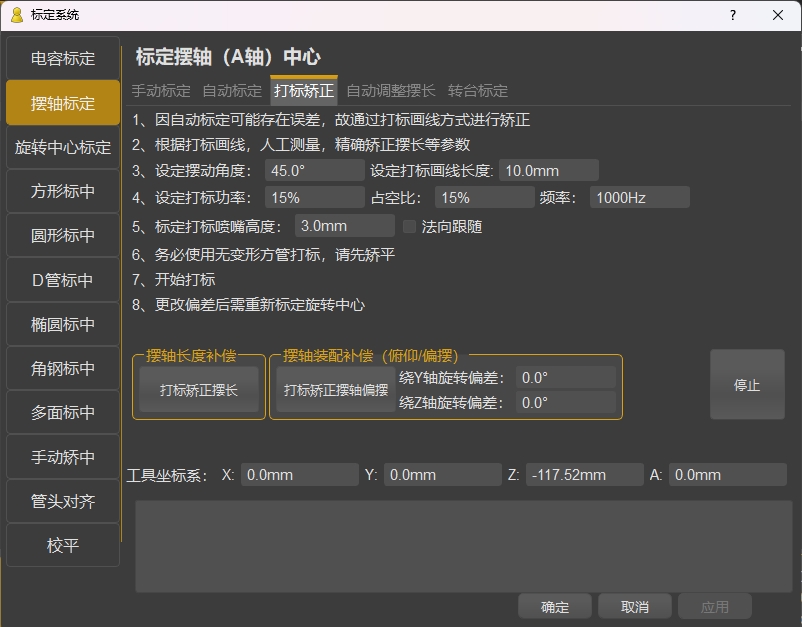
步骤1:
根据提示:
1、设定摆动角度:角度设定(30°~45°)
2、设定打标划线长度:根据实际卡盘夹持的管材尺寸设定,从当前起始点往X方向不能大于管材表面长度。
3、设定打标功率、占空比、频率:不宜设定过大,只需刻画出清晰的的刀痕即可。
4、设定喷嘴打标高度:建议够选法向跟随,避免跟随高度过低碰板。
步骤2:使用校平功能,将管面校平。
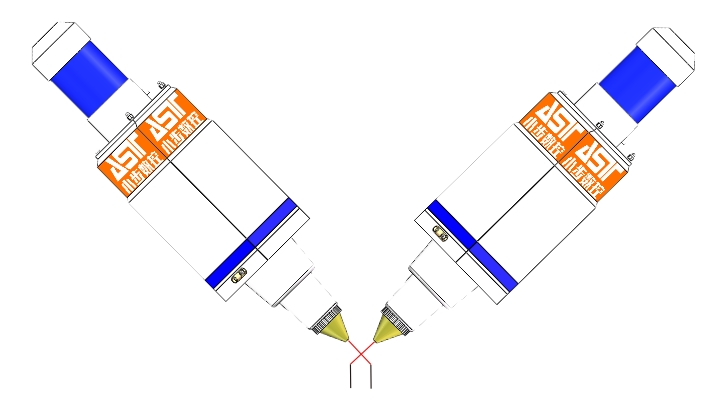
步骤3:点击《打标矫正摆长》,A轴会摆动设定角度,延X负方向划线;A轴再反方向摆动,延X正方向画线,观察实际划线现象,来补偿工具坐标系Z的数值,补偿工具坐标系Z值后,移动位置再次划线,直到两线重合。如下:
若画线为交叉状,则摆长短了,需将摆长改长,也就是负数改大(例如-9改为-9.1)。
若画线为分开状,则摆长长了,需将摆长改短,也就是负数改小(例如-9改为-8.9)。
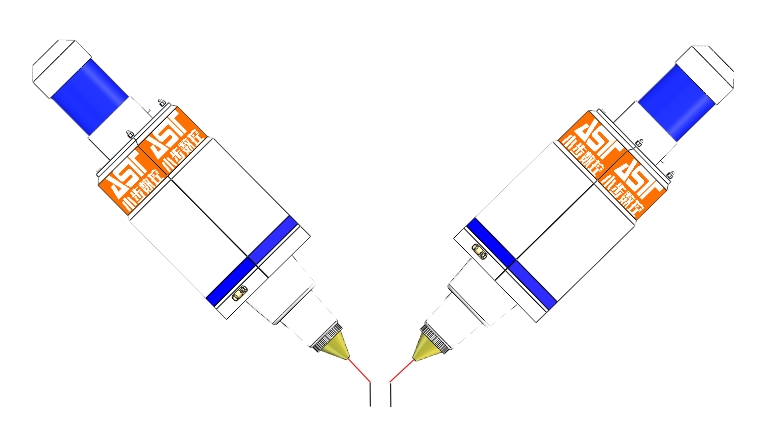
补偿工具坐标系Z值后,移动位置再次划线,直到两线重合。
步骤4:点击《打标矫正摆轴偏摆》,A轴会摆动设定角度,延Y方向划线;A轴再反方向摆动,延Y反方向画线,观察实际划线现象,来补偿 绕Z旋转偏差 的数值,补偿后,移动位置再次划线,直到两线重合。如下:
绕Z轴旋转偏差一般为 ±0.2° 以内 ,如果偏差过大,一般是摆轴安装时未打表矫正水平或光斑偏移没居中,需重新打表确认或检查光斑。
自动调整摆长
根据坡口角度调整摆长(即工具坐标系Z值)

- 开启自动调整摆长;
- 点击增加按钮添加坡口角度;
- 根据实际切割效果,修改坡口角度对应的摆长长度;
- 应用-确定。