切换界面风格
Tube版本:1.4.20.26
App版本:1.3.114
控制卡型号:RT255x / RT245x / RT245x-P / MT244x / PT242x / DT243x / AMC251x / AMC241x
微连工艺
使用场景1、中卡避让后保持双卡夹持
正常切割时,避让前会先切断上一个零件,使得避让后只有单卡夹持,管材夹持可能有偏心,如下图:
使用微连工艺后,避让前上一个零件或多个零件不完全切断,保证每次切割都有双卡夹持,如下图:
使用场景2、切割过程中废渣翘起误碰板
正常切割过程中,个别开孔后废渣未及时掉落,导致空移过程碰板,如下图:
使用场景3、切割长管折弯V槽
正常切割V槽时,三个面被切除,导致管材变形。
添加微连后保持切割过程中管材不变形。
TubeStudio软件微连操作
手动微连
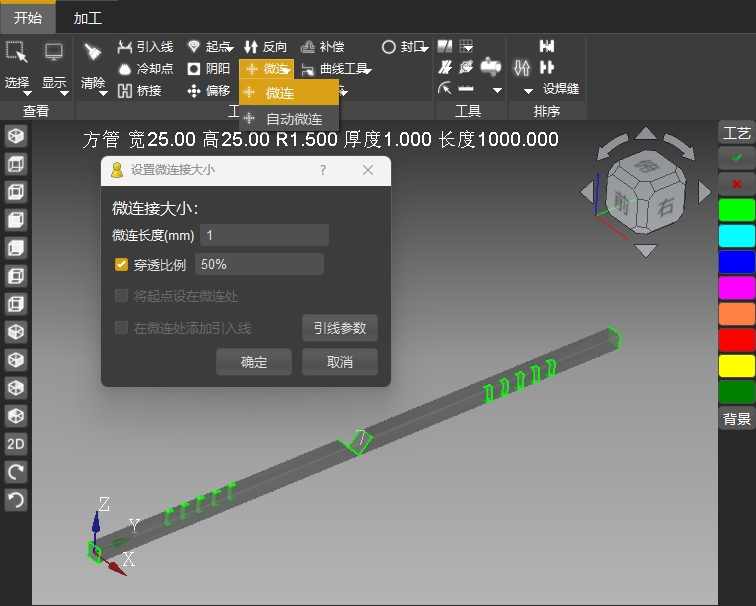
操作步骤如下:
- 在主界面上方菜单栏中,打开微连;
- 设置微连长度,勾选穿透比例,100%为正常出光功率,比例越小出光功率越小。
- 点击确定后将微连光标移动到需要添加微连处,单击图形轨迹,右键单击完成。
小提示:不设置穿透比例,切割微连时,停光停气后将会有抬刀动作。自动微连

操作步骤如下:
在主界面上方菜单栏中,打开自动微连;
设置微连相关参数。
名称 含义 应用对象范围 可选择将微连只添加在选中的轨迹或应用到所有轨迹上 轨迹长度范围 可自动计算轨迹长度,选择轮廓大小来自动添加微连。 类型筛选 可根据需求快速选择切断线与管面孔添加微连。 微连设置 系统根据微连参数自动分配一条闭合轨迹上的微量数量或微连之间的间距。 微连参数 设置微连实际应用的微连数量(间距)、长度,可勾选设置穿透比例设置激光出光比例。 点击确定后软件根据设置的微连参数,自动设置微连工艺。
小提示:
(1)不设置穿透比例,切割微连时,停光停气后将会有抬刀动作。
(2)自动微连只适合单个零件使用,排样后请使用手动微连。