切换界面风格
工艺调试
现象一:下表面挂硬渣 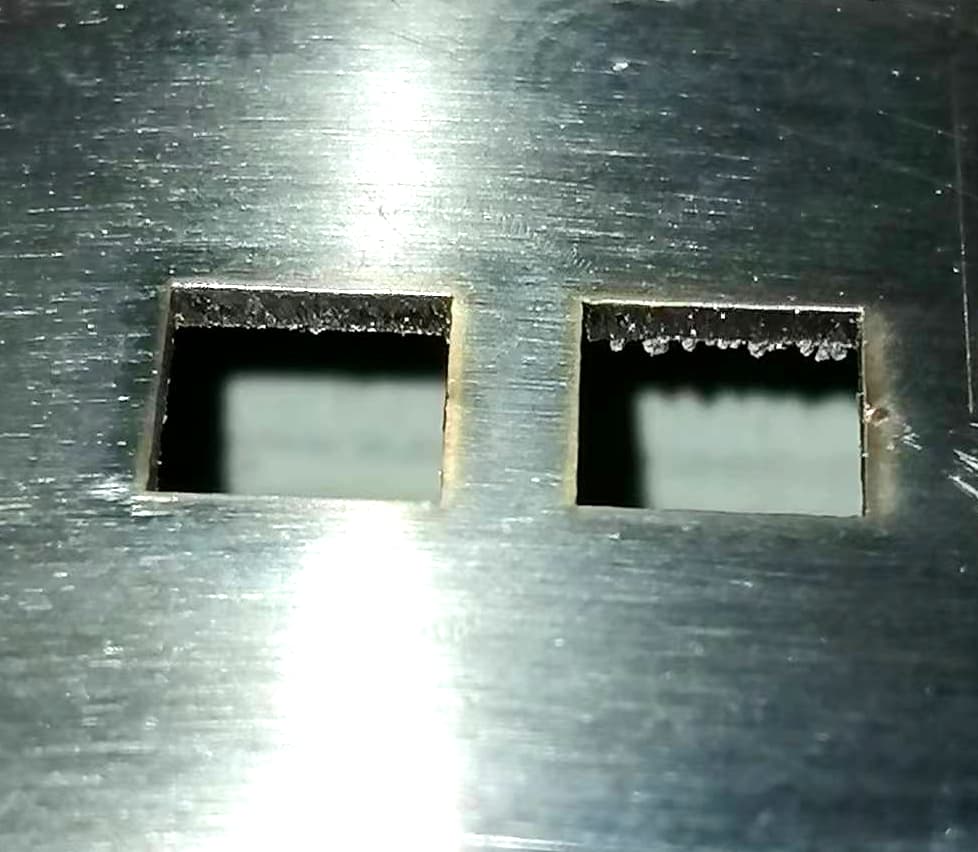
- 聚焦点:聚焦点部位太靠上,被切割的原材料下内孔能够消化吸收的发热量减少,那样割缝中原材料就不可以溶化,在板才下表层便会黏附一些锐利而简短的沉渣。
- 功率:激光输出功率设置过小时,被切割的原材料无法被溶化。
- 速度:激光切割的进给速度太快会导致工件无法及时切断,切面会形成斜条纹路,下半区域会有挂渣。
处理方法:焦点往下、功率加大、速度放慢。
重点调试:降低聚焦点位置。
现象二:下表面挂软渣
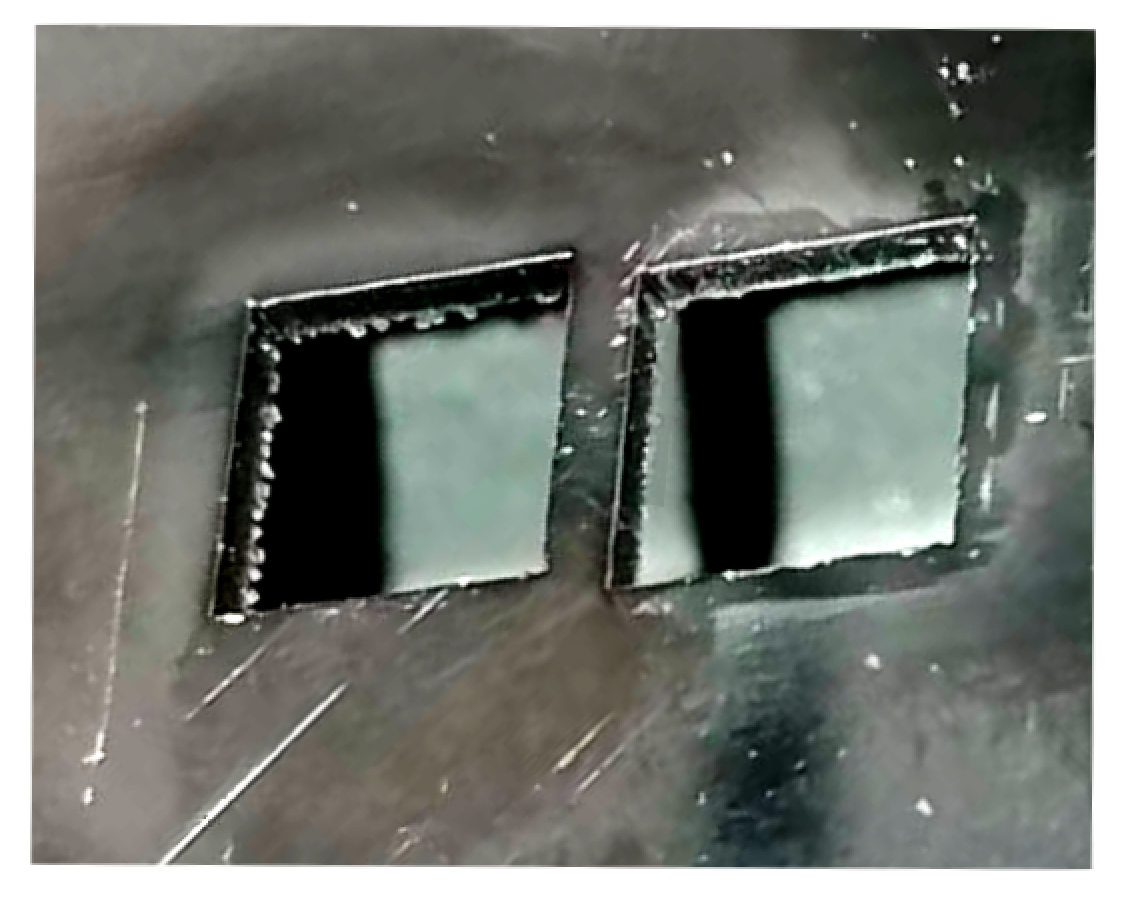
聚焦点:聚焦点部位太靠下,那样会使被切割的产品工件下方所消化吸收的发热量增加,在切割速率和辅助标准气压一定的状况下,会造成被切割的原材料和割缝周边被溶化的原材料呈液体在下表层流动性,制冷后被熔融的原材料则会呈球形沾附在产品工件的下表层。
功率:激光输出功率设置过大时,全部切割面熔融,原材料呈液体增多。
速度:进给速度太慢则会产生过熔现象,切面整体粗糙,切缝变宽
气压:当标准气压过低时,不可以吹走熔化物,原材料下表层便会黏附沾渣
处理方法:焦点往上、功率降低、速度加快、气压加大。
重点调试:降低功率。
现象三:表面变色
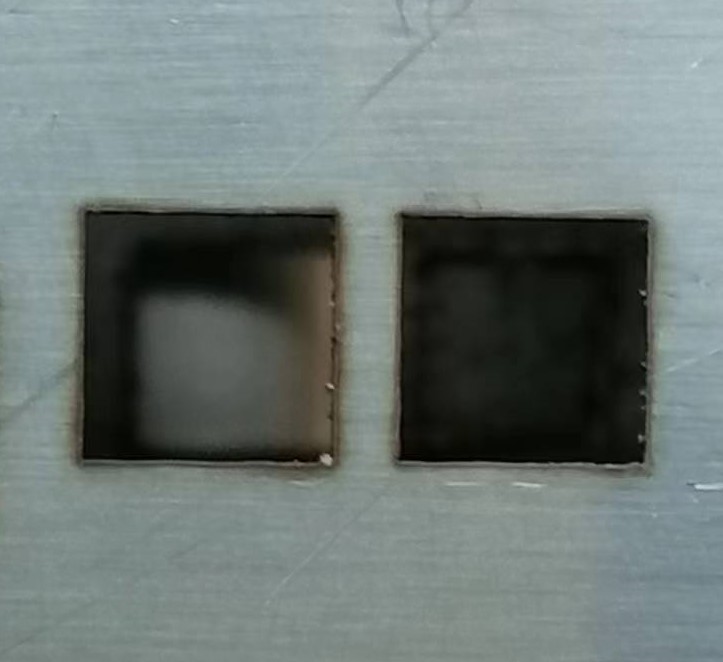
功率:功率过大,割缝周边所消化吸收的发热量增加,表面泛黄。
聚焦点:聚焦点靠下,对面烧伤,表面泛黄。
速度:速度过慢,在功率一定的情况下,火苗展现不蔓延且少,凝结在一起,割缝周边所消化吸收的发热量增加,表面泛黄。
处理方法:功率降低、焦点往上、速度加快。
重点调试:功率降低,焦点上调。
现象四:切不穿
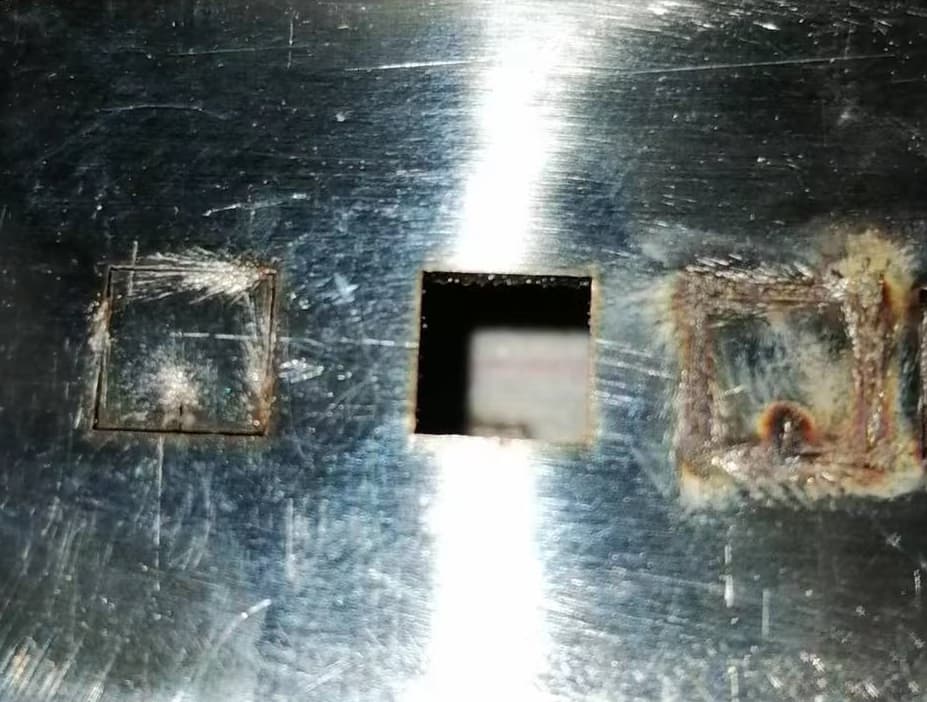
表现1: 表面泛白, 有一些区域能够断开,但有一些区域不可以断开;
可能原因1:频率过低、功率较低、焦点靠下。
处理方法:频率加大、功率加大,焦点上调。
可能原因2:功率适合、焦点靠上。
处理方法:焦点下调。
表现2: 表面泛黄,割缝出残渣堆积,无法断开;
- 功率过高、焦点靠下,全部切割面熔融,切缝过大,熔渣无法被及时排出。
其它:
- 气压:标准气压过小,还有可能激光头喷嘴的挑选与加工管材厚度不匹配,通过的气流过低,会使熔渣没能及时排出。
- 镜片:镜片有污点,激光穿透力减弱。
- 速度:激光切开线速度过快,火花四溅没法立即断开。
- 电容:喷嘴电容感应发生变化,导至激光焦点方位发生变化,需重新标定电容。
处理方法:检查镜片、焦点往下、功率加大、速度放慢、气压加大、重新标定电容。
重点调试:检查镜片、调整焦距、点功率。