切换界面风格
管材加工偏心问题
异常现象一:对穿孔不居中
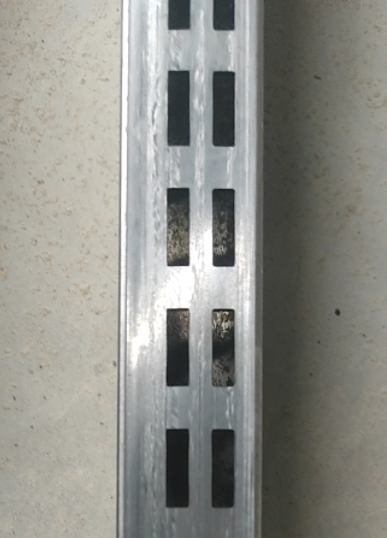
异常现象二:截面左右不对称

如何解决当前的偏心问题?
- 需要保证以下四点:
- 管材要标准:实际管径和画的图纸的要尽量一致。
- 卡盘安装精度:B轴与Y轴要保证水平,主卡盘夹持不能存在夹角。
- 光斑位置:一般情况下,默认光斑的中心点位于激光头的轴线上,但因出厂调校不准或者后期部件松动,光斑中心会发生偏移,往往需要用户自行校准光斑中心位置。
- 手动矫正中心:
- 自动寻中:旋转中心与偏差一定要准,若管长弯曲,可使用加工中自动寻偏差,一定程度上能减小偏差。
- 可以从以下几个方向去查找并解决偏心问题
解决方法1、检查管材
测量管材实际管径,尽可能的与图纸一致,长宽、倒角尺寸不对就会引入误差。
若图纸存在偏差,可使用TubeStudio上位机软件CAD编辑功能进行修改。

解决方法2、测试B轴与卡盘的精度
需打表确认,装方型无倒角量块内测打表,左右移动300mm,波动5丝内;主轴转180,再次打表,左右移动300mm,波动5丝内。注意:一定要旋转180再打表,存在一面已达水平,转180后另一面误差很大情况,原因是管材夹持存在角度。此种情况需左右误差一致。如:0度时波动10丝,180度也需10丝。
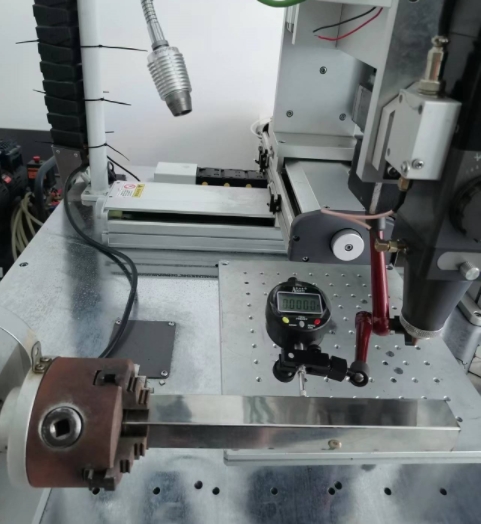
上方打表,左右移动300mm,波动5丝内,主轴转180,再次打表,左右移动300mm,波动5丝内。注意:一定要旋转180再打表,情况与上面相同。

解决方法3、调整光斑位置
第一步、在TubeStudio上位机软件使用激光点射功能(先设定好点射的参数);
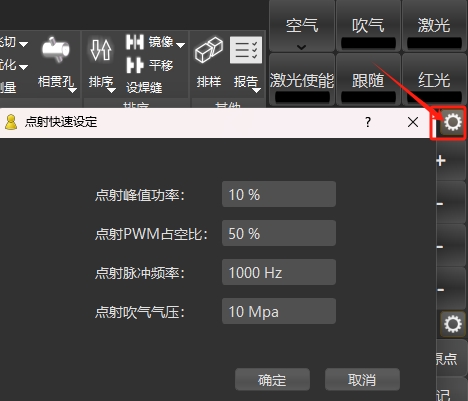
第二步、使用透明胶布贴在喷嘴出光处,贴好胶布不要移动,注意手要离开激光头下方防止烧伤,点击点射按钮,然后马上松开;

第三步、点射完观察光斑位置是否居中,调至居中即可。
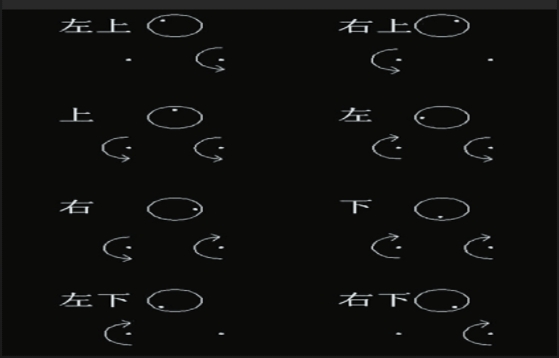
解决方法4、手动测量矫正中心
第一步、在标准矩形管四面绘制对穿孔,切割一个零件出来,为了接下来测量方便,可添加引入线来区分方向。
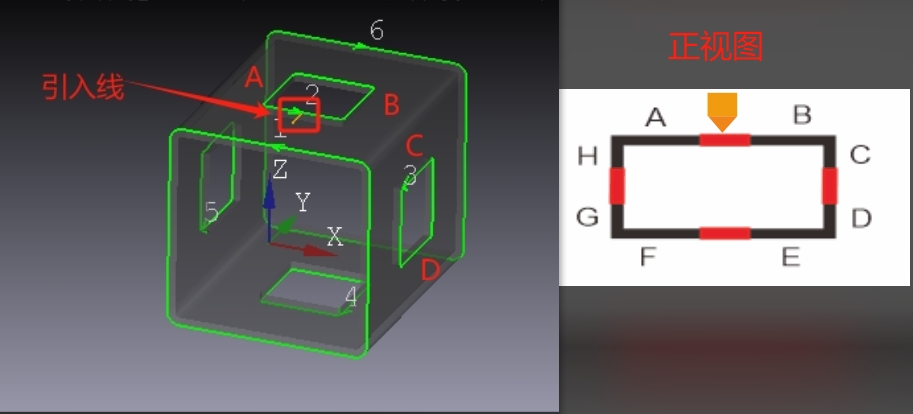
第二步、拿出卡尺,把每个面对穿孔的靠边距离量出来,并记录,测量方式应严格按照示意图的指示,否则数据将会出错。

※注意:一定要确保 A+B=E+F ,C+D=G+H ;(上下两孔,左右两孔,尺寸相同的情况下)第三步、将测量数据依次填进手动测量结果,计算并将矫正量导入中心。
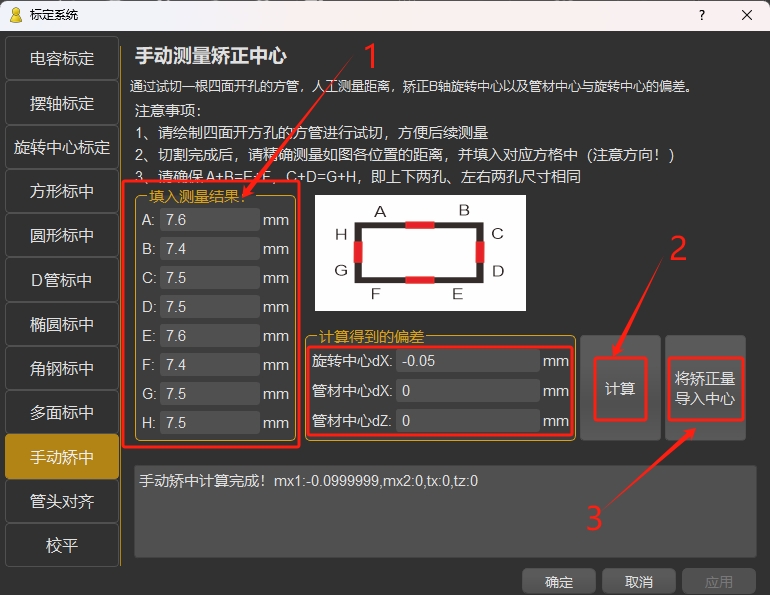
计算得到的偏差将会补偿到自动标定结果中。
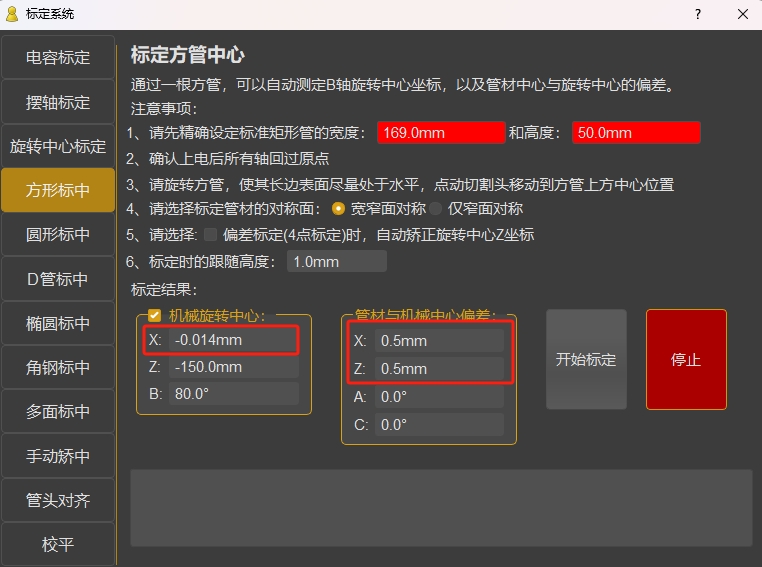
解决方法5、加工中寻中
- 由于管材弯曲,当前标定结果不能完全适应整根管材,需要在加工过程添加适合的寻中方式,一定程度上能解决管材太长弯曲引入的误差。
