切换界面风格
Tube版本:1.4.20.26
App版本:1.3.114
控制卡型号:RT255x
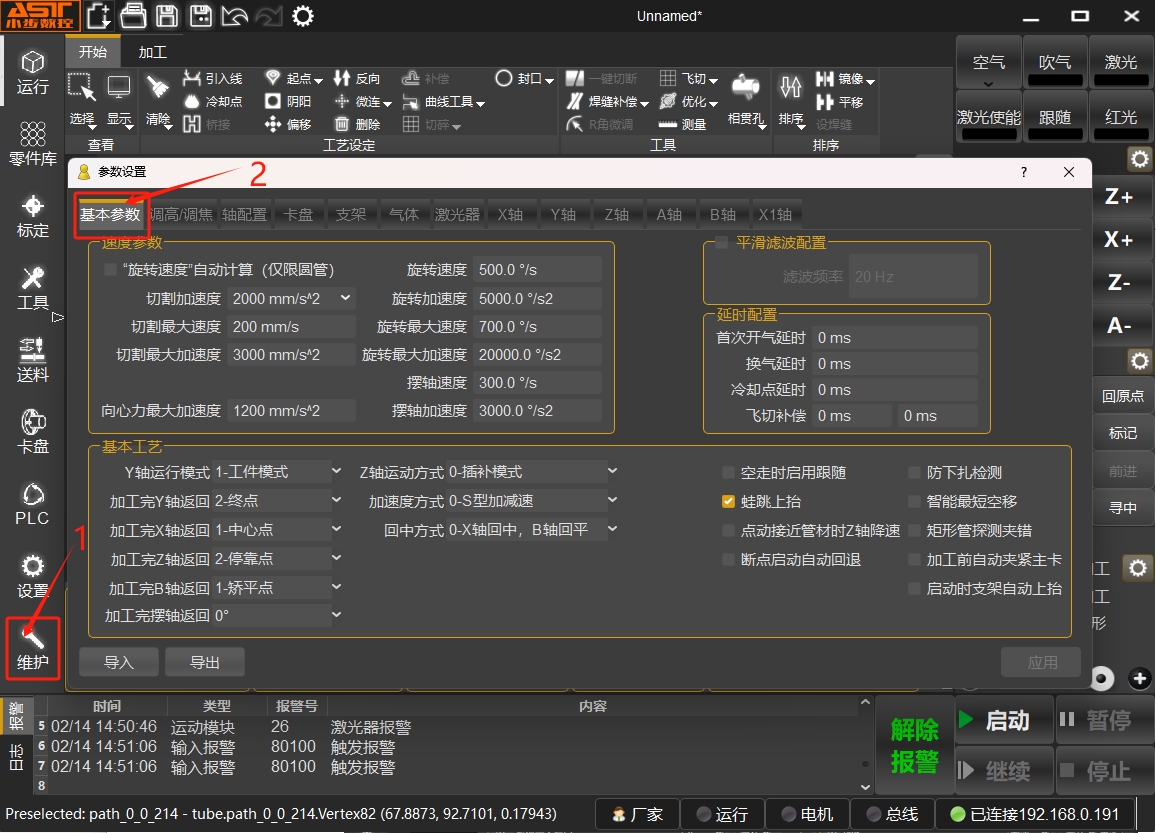
切割参数设置
1、配置全局参数
速度参数
默认切割速度加速度,根据机床电机、减速机配置,填写合理的速度参数。
基本工艺
Y轴运行模式:
工件模式:移动激光头至工件起点位置,点击工件坐标内的齿轮图标,将当前工件坐标Y起点清零。每次启动切割工件时,都会以当前点做为工件零点。
浮动模式:移动激光头至工件任意位置,每次启动切割工件时,都会以当前位置做为工件零点。

Z轴运动方式:
- 0-插补模式,即Z轴运动完全根据图形轮廓轨迹,不做调高补偿。
- 1-跟随模式,即调高跟随模式,按照跟随距离保持实时跟随。
- 2-随控一体,即插补模式与调高跟随模式相结合,即有插补模式的高响应性,又能根据管材高度实时跟随。
2、工艺设置
选择对应的图层,配置切割参数
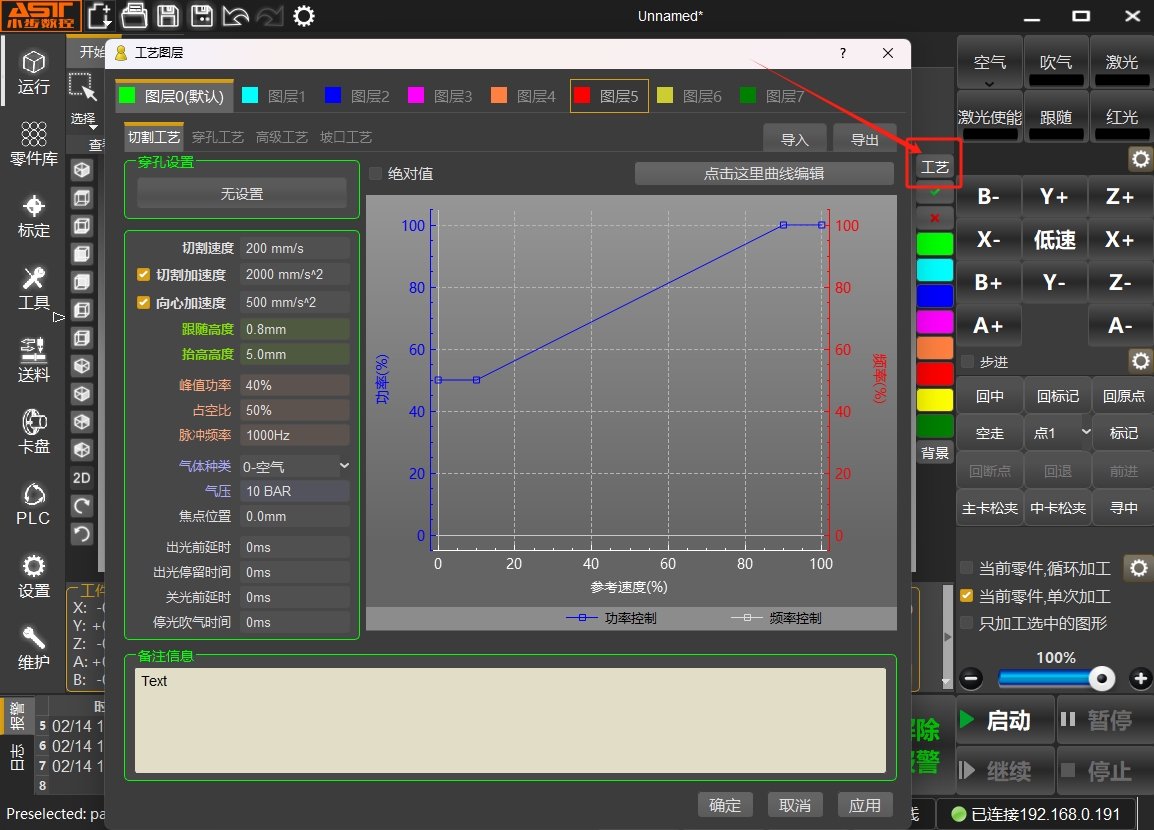
切割工艺:设置激光出光的功率、切割的速度加速度等。每个图层都可单独选择切割加速度和向心力加速度,不勾选将使用《参数设置》→《基本参数》里的加速度,如下图:
穿孔工艺:切割前先出光击穿工件,再出光开始切割,单次穿孔只需勾选一级穿孔,若有多级穿孔,按一级、二级、三级的顺序依次开启。穿孔时将会从三级至一级依次击穿工件。
小提示:穿孔工艺适用材料较厚的工件,较薄的工件不需要开启该功能。高级 工艺:开启转台(A)旋转功能后,当切割到该图层时,Z轴会上抬到绝对位置,然后A轴摆动到指定角度开始切割,摆轴不再做插补运动。

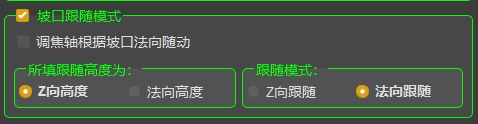
坡口工艺:适用于机床模型为摆轴A轴的设备,开启坡口跟随模式→《法向跟随》,当摆轴摆动一定角度跟随时,切换YZ跟随。