切换界面风格
4+1轴上摆操作指南
适用于新机台:“4+1上摆转台”
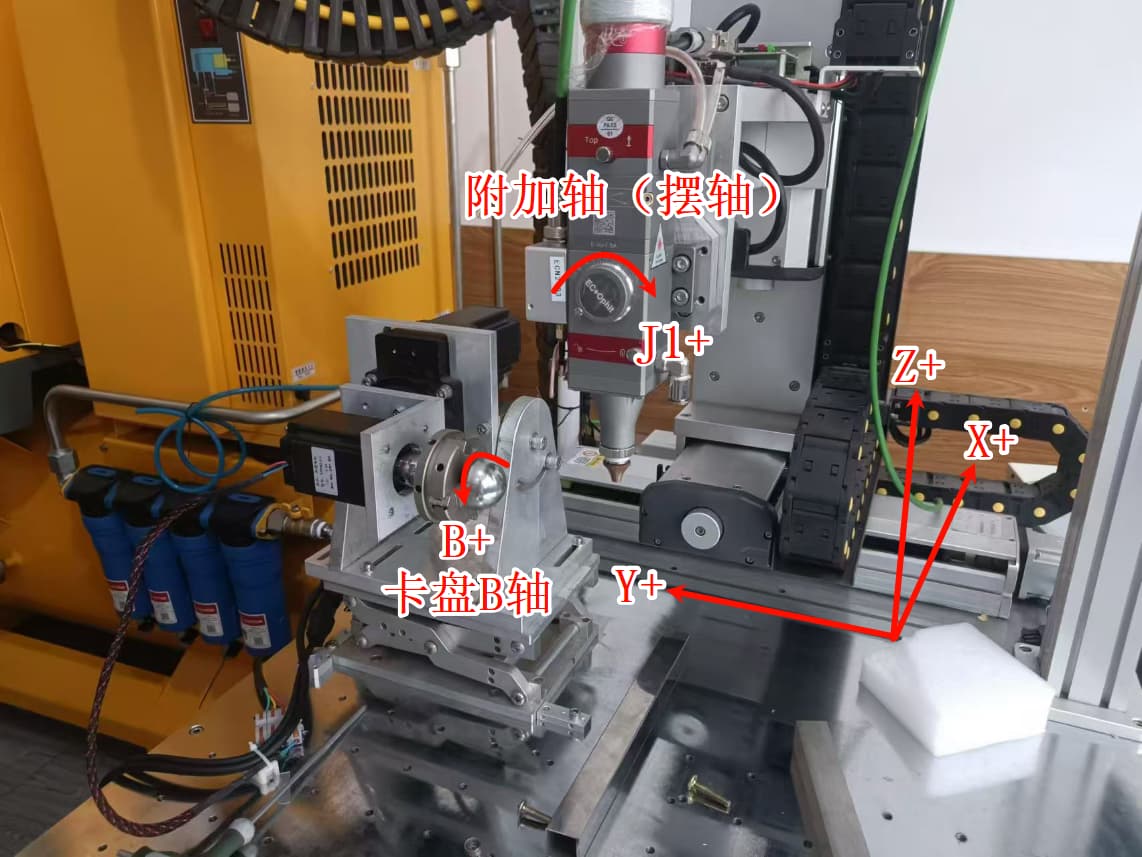
1、轴运动方向定义
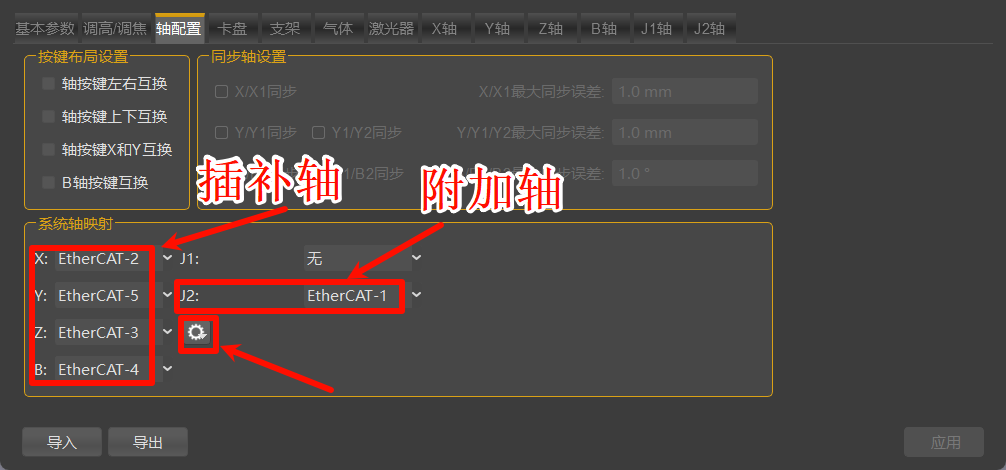
2、轴配置——配置附加轴(摆轴)
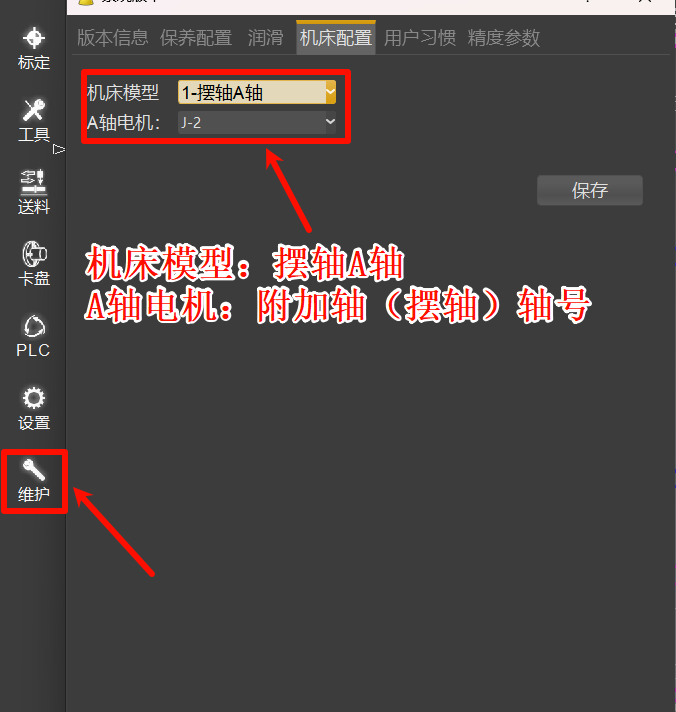
 3、机床配置
3、机床配置
4、配置参数
(1)配置:a)轴每移动;b)需要脉冲数时,点击小齿轮
(2)根据机床的结构选择对应参数
(3)根据提示导入参数
(4)点击计算
(5)计算完成后,点击导出

5、验证参数
①点击小齿轮
②设置点动高(低)速
③设置寸进距离(直线轴50~100MM,转轴45°~360°)
④勾选步进
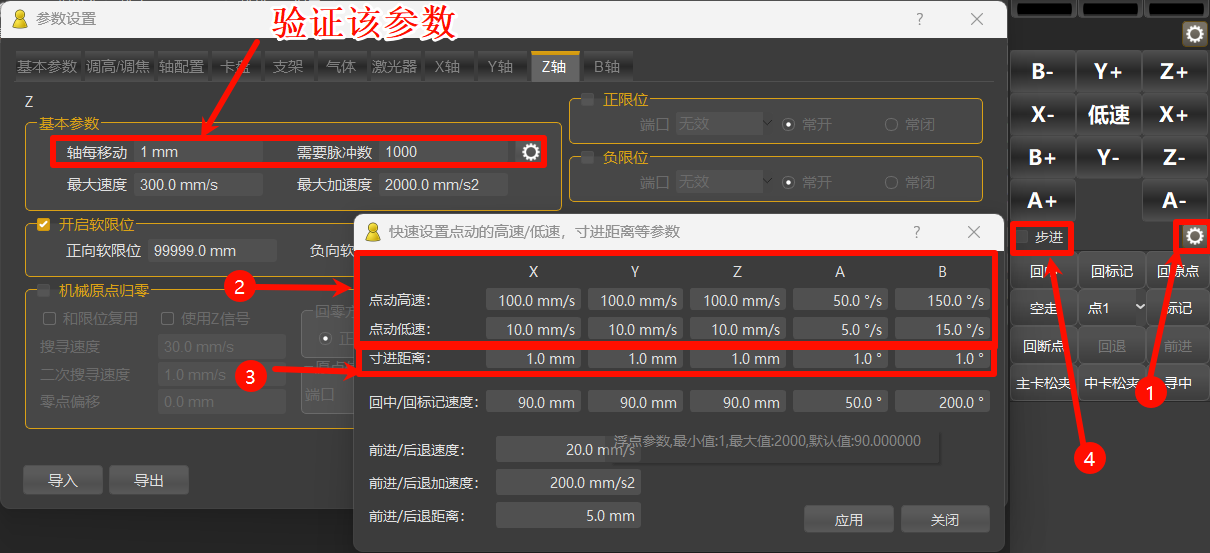
⑤长按单个轴,使轴移动直到自动停下,测量该轴移动的距离,是否与所设的“寸进距离”相等,如不相等证明该参数不准确,需重新设置,直到移动的距离与所设的“寸进距离”相等(各轴同理)
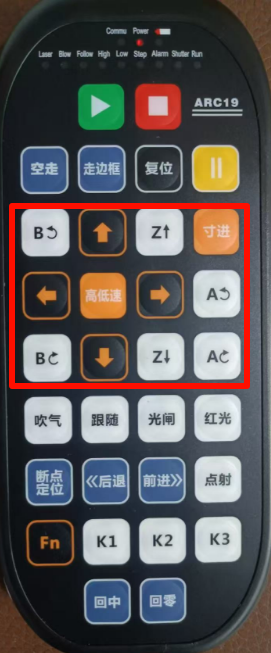
⑥附加轴(摆轴),可通过控制器A+、A-控制
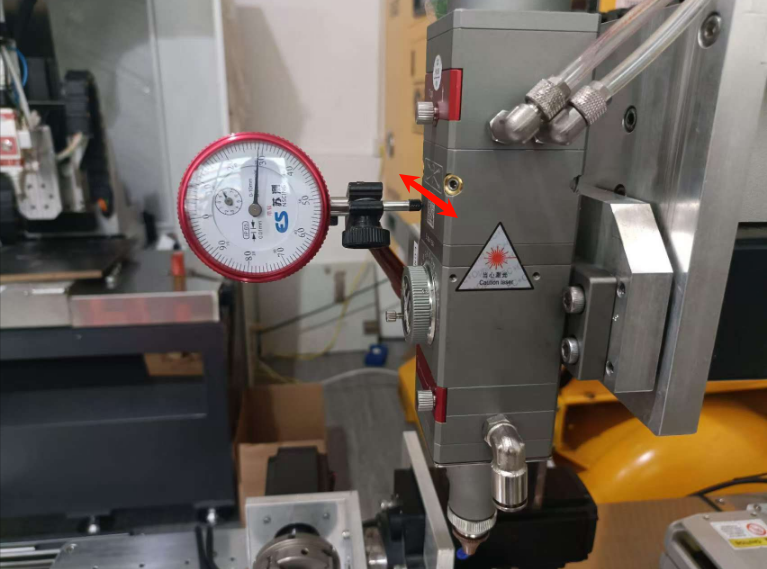
6、附加轴(摆轴)水平打表
(一)侧方向垂直
(1)千分表打激光头侧面
(2)上下移动50~100MM,误差在2个丝以内
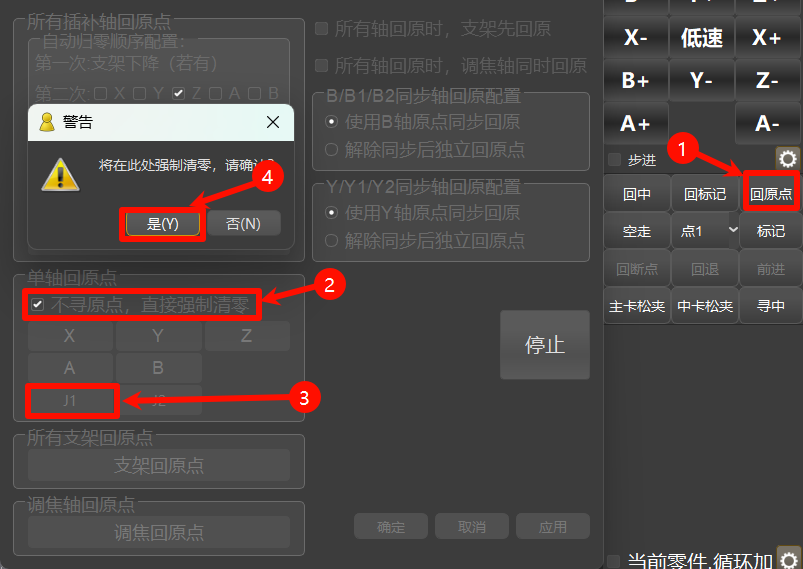
(3)强制清零A轴①回原点;②勾选不寻原点,直接强制清零;③点击附加轴(摆轴)号;④点击确定。

(二)正方向垂直
(1)千分表打激光头正面
(2)上下移动50~100MM,误差在2个丝以内
(3)强制清零A轴(同上)

(三)正方向左右水平
(1)千分表打激光头正面
(2)左右移动50~100MM,误差在2个丝以内
(3)强制清零A轴(同上)
7、摆轴标定
一、标定前所有轴回原点
二、选择标准管材(方管,圆管),安装在卡盘中心
三、将激光头移动至管材表面与管面垂直
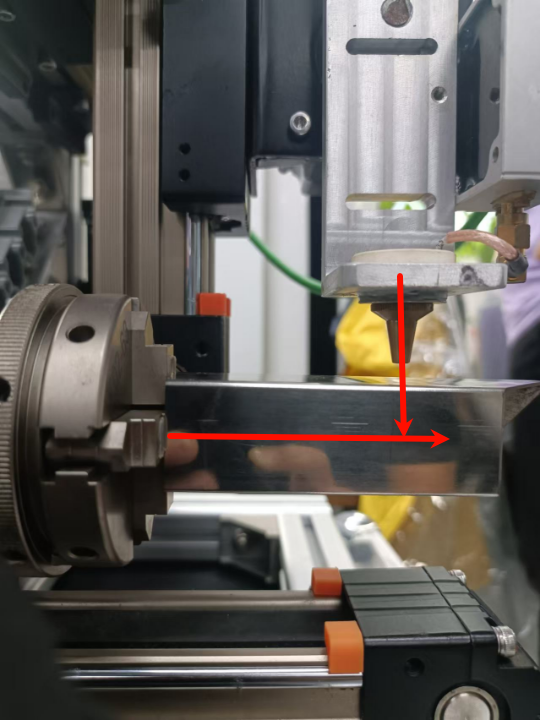
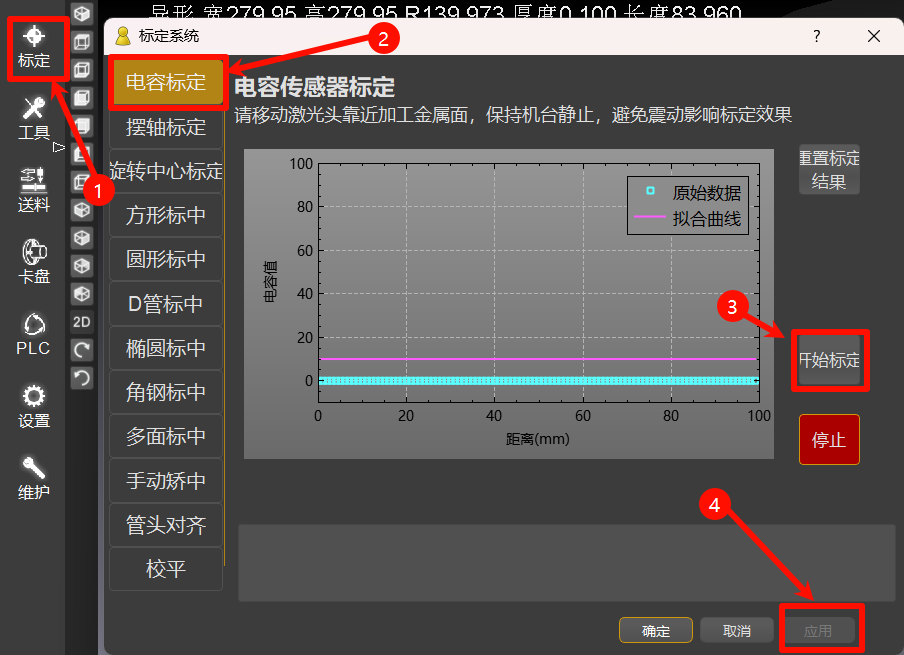
(1)电容标定:电容标定时,将喷嘴靠近管面,开始标定电容,标定完成后点击应用。
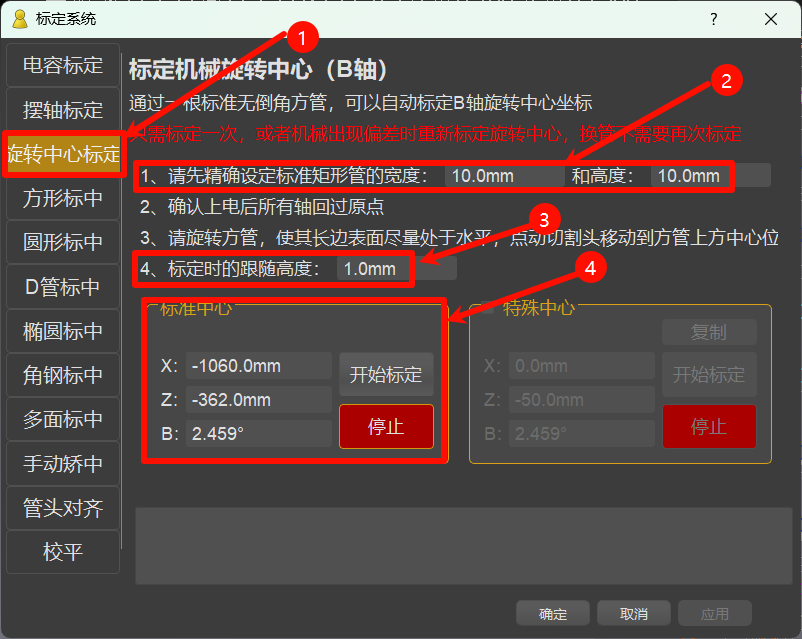
(2)旋转中心标定
(3)摆轴标定(自动标定):摆轴摆长标定
①测量喷嘴直径,填入准确数据
②设置喷嘴距板高度:喷嘴跟随高度,勾选法向跟随
③设置最大摆动角度30°-45°,将摆轴摆至所设置的角度,降下激光头至管面确认在此过程中无干涉。
④摆长标定:标定摆长

(4)摆轴标定(打标矫正):打标矫正摆长
①设置摆动角度30°~45°,将摆轴摆至所设置的角度,降下激光头至管面确认在此过程中无干涉。
②设定打标划线长度:此长度不能超过管面长度。
③设置: 打标功率;占空比;频率,不宜设定过大,只需刻画出清晰的的刀痕即可。
④设定喷嘴打标高度:建议够选法向跟随,避免跟随高度过低碰板。
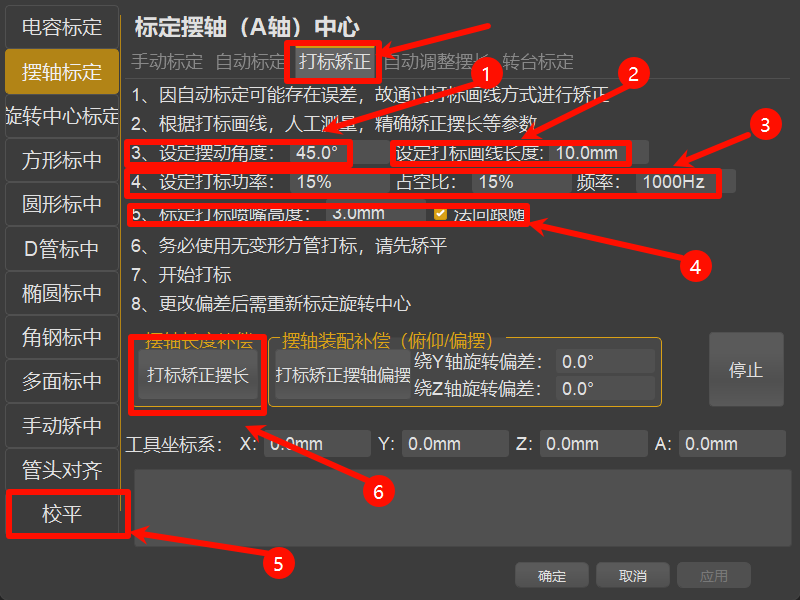
⑤使用校平功能,将管面校平
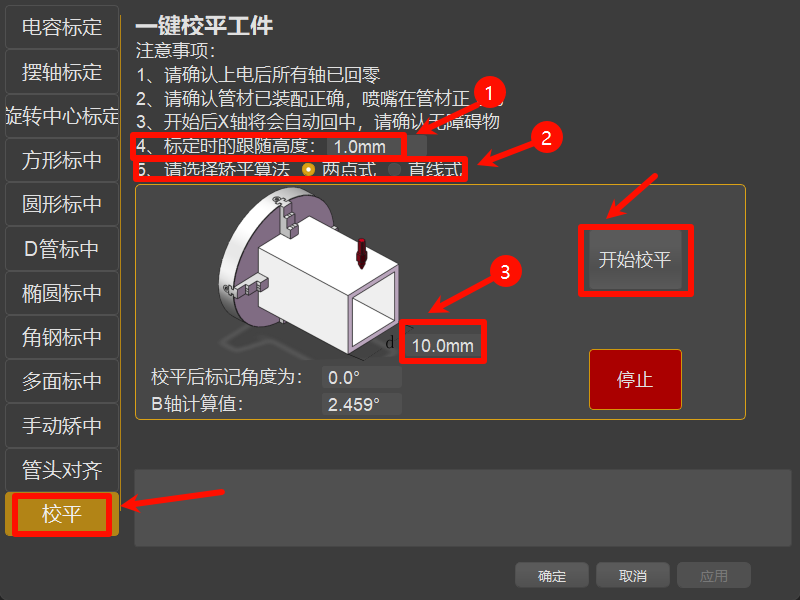
⑥点击打标矫正摆长
观察划线过程补偿工具坐标

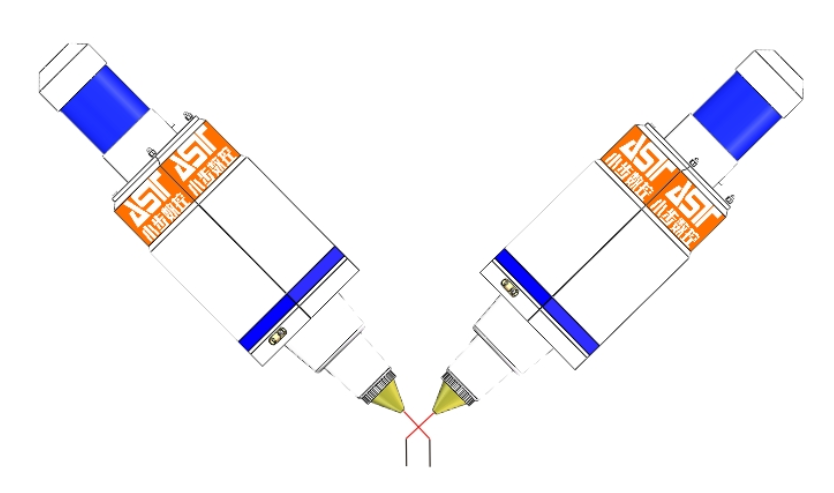
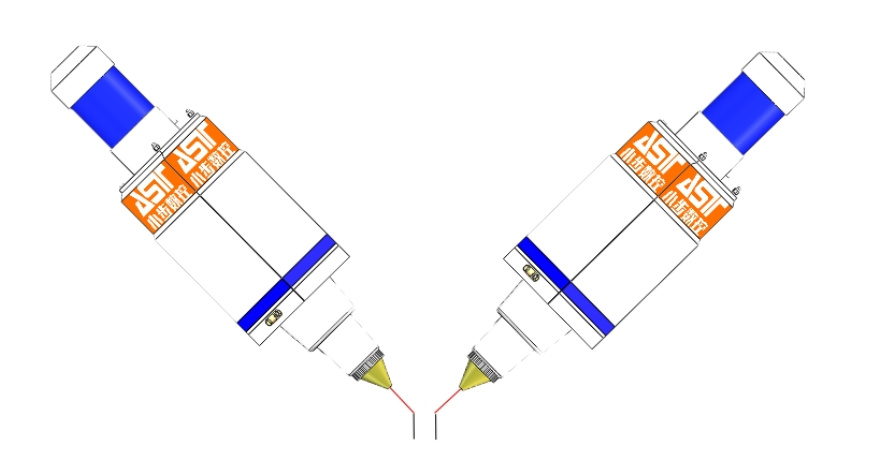
点击打标矫正后,附加轴(摆轴)会先摆动所设置角度,延X负方向划线;附加轴(摆轴)摆向负方向角度,延X正方向画线,观察划线过程,来补偿工具坐标系Z的数值,补偿工具坐标系Z值后,移动位置再次划线,直到两线重合。
若画线为交叉状,则摆长短了,需将摆长改长,也就是负数改大(例如-9改为-9.1)。
若画线为分开状,则摆长长了,需将摆长改短,也就是负数改小(例如-9改为-8.9)。
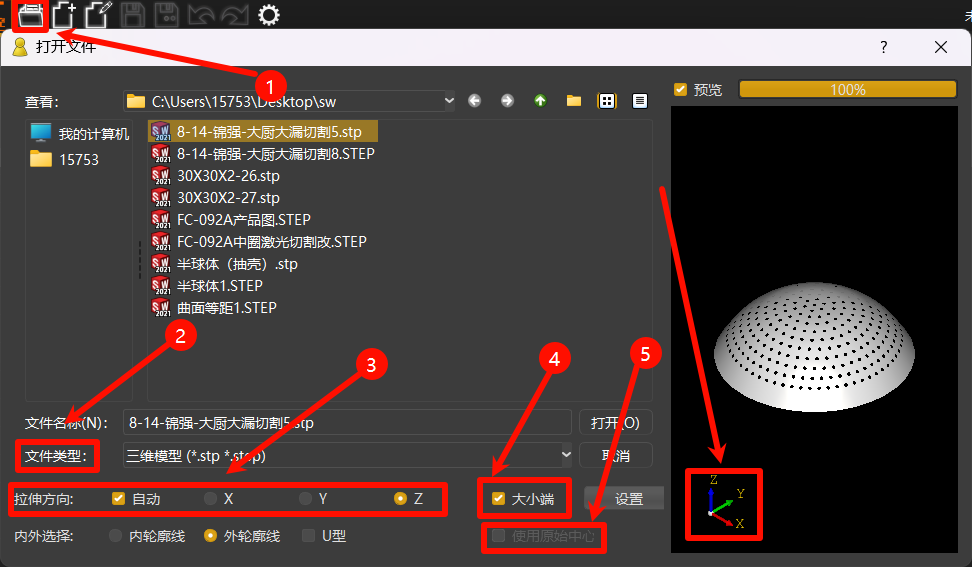
8、导入图片
①打开导入图片
②选择文件类型 igs、stp
③拉伸方向根据预览中的坐标为准
④导入图片时注意勾选大小端
⑤若导图时有自定义坐标可勾选“使用原始中心”(若无自定义坐标,使用原始中心将不会高亮)
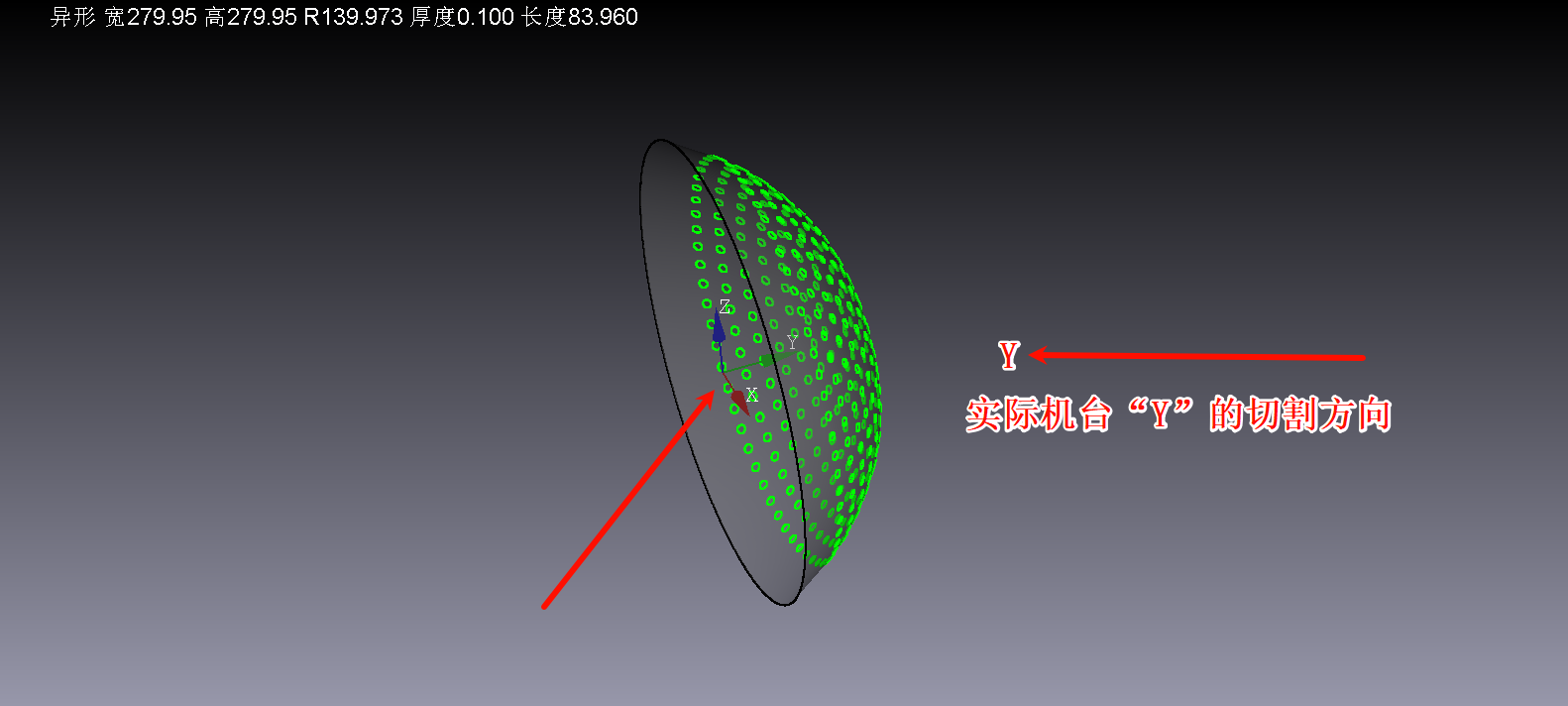
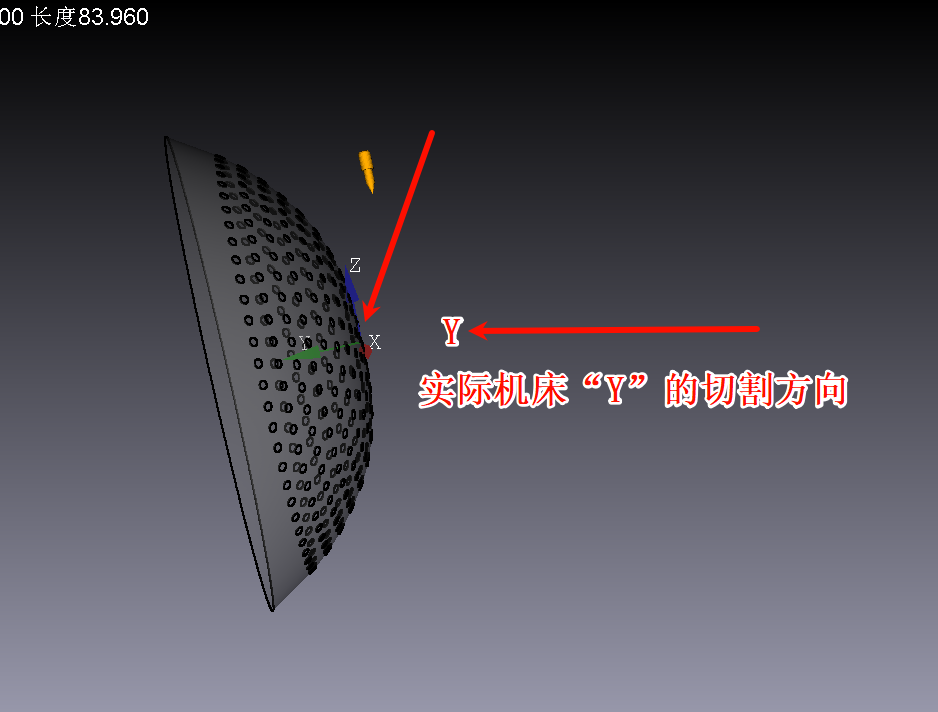
9、图片导入后注意:“图内坐标系Y方向”是否与“实际机台Y切割方向”一致
如:出现“坐标系Y方向”与“实际机床Y方向”,“相反”的情况点击**“镜像”**

例1:相反------------图中“坐标系Y方向”与“实际机床Y方向”相反(×)
例2:相同------------图中“坐标系Y方向”与“实际机床Y方向”相同(√)
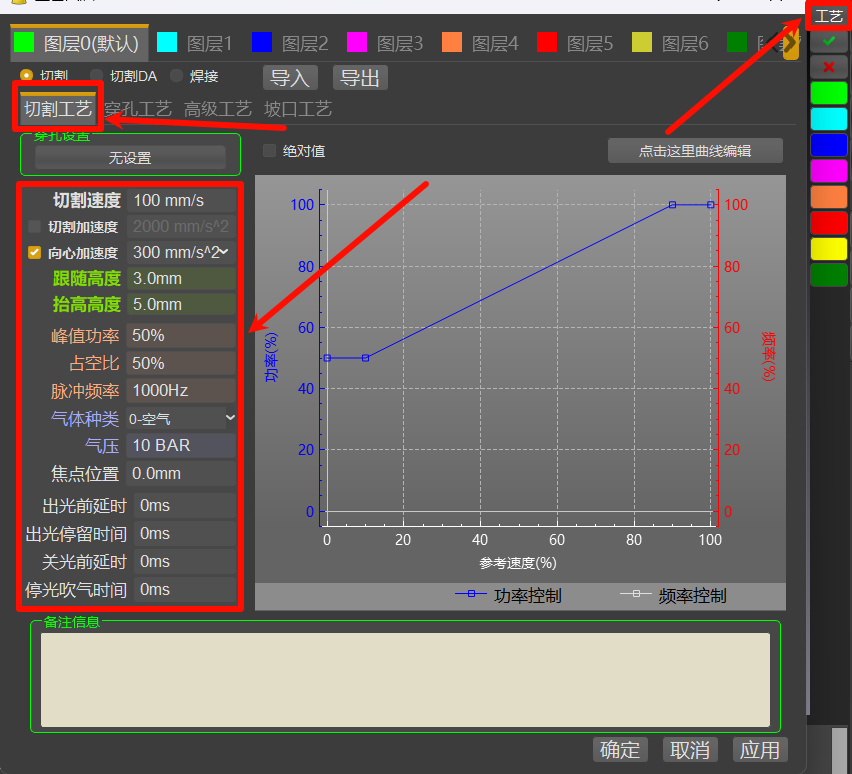
10、图层设置
| 转台角度 | 启动或空走时,摆轴摆的角度 |
|---|---|
| 切换时,Z轴上抬绝对位置 | “上一个图层”切换到“这个图层”时,Z轴上抬的的绝对位置 |
注:一个图层,一个角度。

11、排序
(1)点击排序,选择:按图层排序
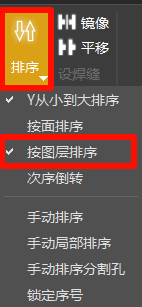
(2)选择排序类型①按X/B轴排序②按Y轴排序
| 按X/B轴排序 | 先按图层顺序在按X/B方向排序 |
|---|---|
| 按Y轴排序 | 先按图层顺序方向在按Y方向排序 |
12、光斑矫正
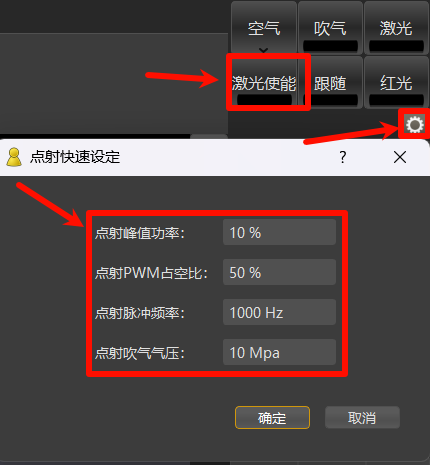
(1)点射参数设置与激光使能
①激光使能
②点击“小齿轮”设置“点射参数”
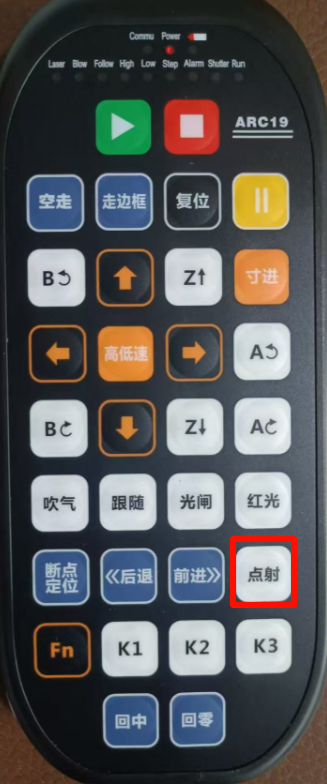
(2)使用透明胶布粘在机光喷嘴出光口位置,粘好后点击遥控器点射,无需长按点动一次即可
注:在操作光斑矫正点射激光时,①确认安全的情况下进行,②有肢体在激光下时禁止点射
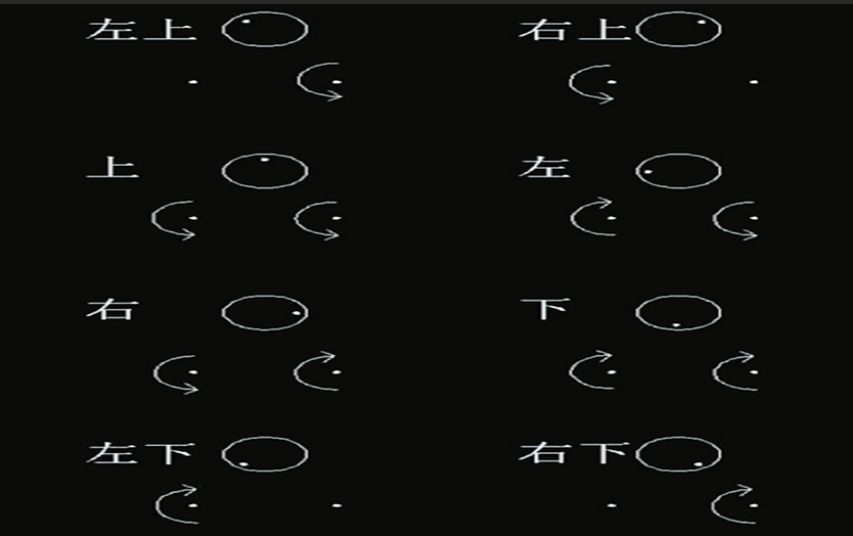
(3)将已经点射完成的胶布取下,观察光斑位置是否居中,调至居中即可
13、工件零位
①导入图片后将摆轴回原
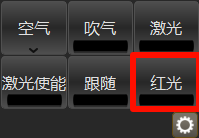
②打开红光
③将激光头移动到工件(零件,管材)表面,红光刚刚好打在工件表面的位置上(此位置为“工件零位”)

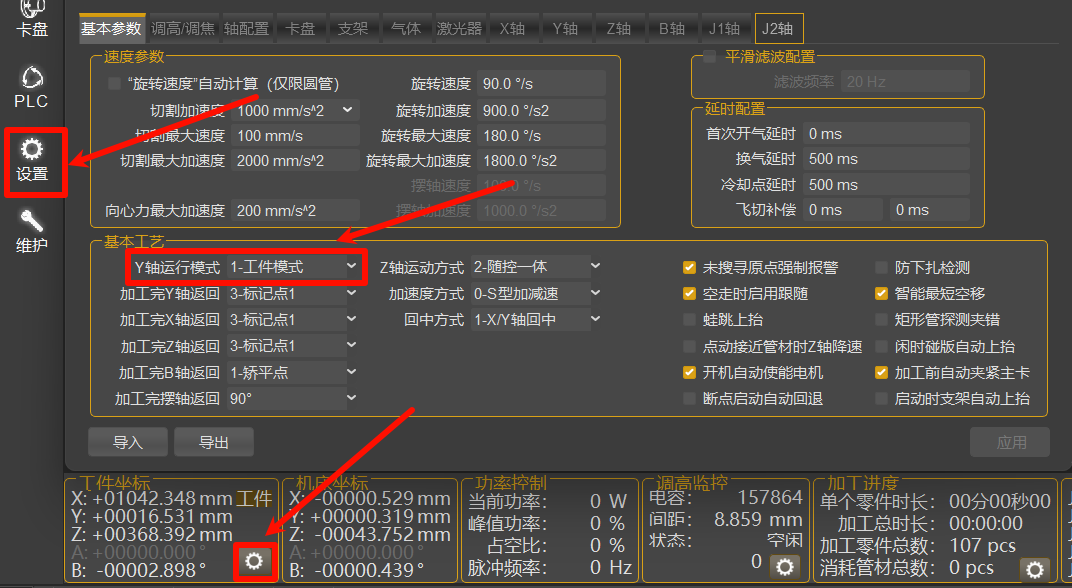
14、工件模式
①设置
②基本参数
③Y轴运行模式:选择工件模式
④点击“齿轮”工件清零(“工件清零”时,工件位置需确定工件机床位置已经在“工件零位”的位置上,在点击清零)
| 工件模式:正确操作清零后,此“工件”(仅限于当前零件,如换零件需重新操作)从哪个位置启动都能走到指定位置开始运作。 |
|---|