切换界面风格
Tube版本:1.4.20.86
App版本:1.4.156
控制卡型号:RT255x / RT245x / RT245x-P / MT244x / PT242x / DT243x / AMC251x / AMC241x
轴参数配置

1、配置脉冲数
(1)运动轴每移动(距离、角度),对应伺服编码器的脉冲数,常规伺服编码器有17位(131072)、18位(262144)、20位(1048576)、23位(8388608)、24位(16777216),也就是电机转一圈的脉冲数。
结构为丝杆导轨
例如:丝杆导轨螺距为10mm,伺服编码器是23位,那么轴每移动10mm,需要脉冲数为8388608Hz,若是有装减速机,脉冲数需要再乘以减速比。
结构为齿轮+齿条
例如:齿轮齿条模数为2,齿数为32,伺服编码器是18位,那么轴每移动640mm,需要脉冲数为786432Hz,若是有装减速机,脉冲数需要再乘以减速比。
结构为齿轮+齿轮(B轴或A轴)
例如:大齿轮齿数为96,小齿轮为32,伺服编码器是17位,那么轴每移动360°,需要脉冲数为393216Hz,若是有装减速机,脉冲数需要再乘以减速比。
B轴切割过程中可能会旋转很多圈,脉冲数不宜过大,容易导致溢出,可以将驱动器内部的电子齿轮比改小,以满足多圈切割需求。修改分母转一圈需要的脉冲数,分子保持原来转一圈的的脉冲数。
示例:汇川伺服修改电子齿轮比,如下图

系统自带齿轮比计算工具,选择对应结构,可快速计算→齿轮比计算工具
(2)配置好参数后,可勾选步进功能,长按轴运动方向键,进行测试位移准不准确,
小提示:一定要注意按住方向键不要松开,运动到位后自动停止,中途松开也会停止。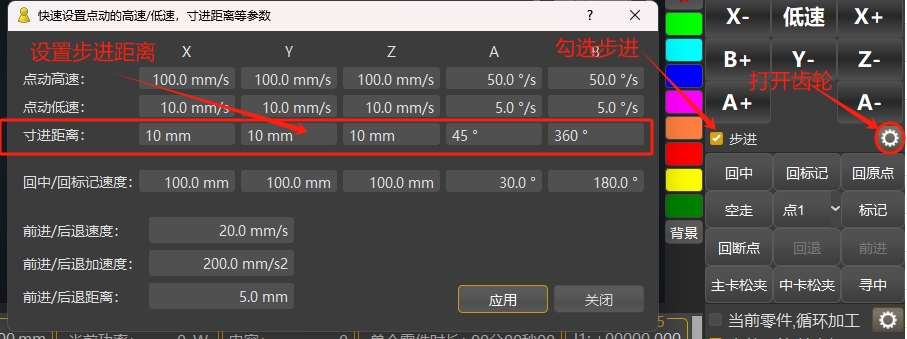
2、最大速度、加速度设置
(1)空移速度、空移加速度即是轴非加工时的移动速度(空移速度不可大于最大速度 、空移加速度不可最大加速度)。
(2)最大速度、最大加速度即是轴加工与非加工时的速度、加速度的限制。
(3)切割时若轴的速度、加速度大于最大速度、最大加速度设定值,将会报警提示关节速度、加速度超限。

3、轴限位感应开关
正限位:轴运动正方向的感应开关,选择对应的接线端口及常态电平,当感应器触发时,将会提示正限位报警。
负限位:轴运动负方向的感应开关,选择对应的接线端口及常态电平,当感应器触发时,将会提示负限位报警。

4、编码器类型
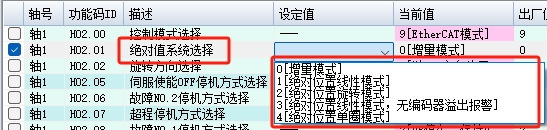
增量式:即伺服驱动器的编码器不带电池,断电不记忆编码器位置,开机需要重新回原点,需在伺服驱动器配置相应的编码器类型。
绝对式:即伺服驱动器的编码器带电池,断电记忆编码器位置,开机不需要重新回原点,需在伺服驱动器配置相应的编码器类型。
示例:汇川伺服修改编码器类型,如下图
5、电机方向
轴运动方向要严格按照右手定则指定方向,若相反则需要断开电机使能,勾选电机反向,应用生效。
小提示:右手定则方向需要人的站位是在卡盘正前方,若卡盘夹持管材前后移动的则需将Y反向设置;若是卡盘夹持管材旋转的则需将B反向设置。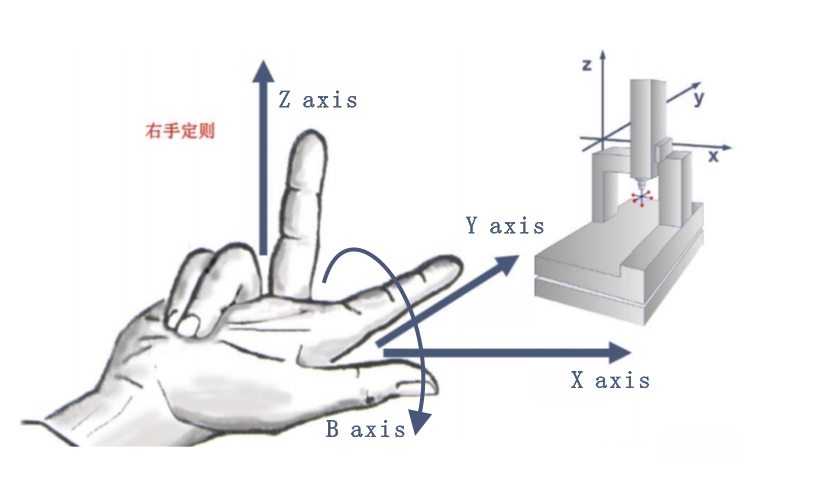
6、开启软限位
(1)手动移动时,若当前机床坐标即将超出或已超出设置的软限位,将会报警提示。

(2)启动运行时,若切割的位置即将超出或已超出设置的软限位,将会报警提示。

7、回原点参数设置
增量式编码器需要设置回原点参数
和限位复用:即使用正限位或负限位信号当作回原点感应开关,回原方向为正方向即使用正限位,反之用负限位信号。
Z信号:若伺服带有Z信号,可勾选Z信号作为回原点信号。
- 偏移:原则上不允许偏移方向与回原方向相同,即回原方向为正方向,偏移值不能为正值;回原方向为负方向,偏移值不能为负值;否则将会触发报警提示。
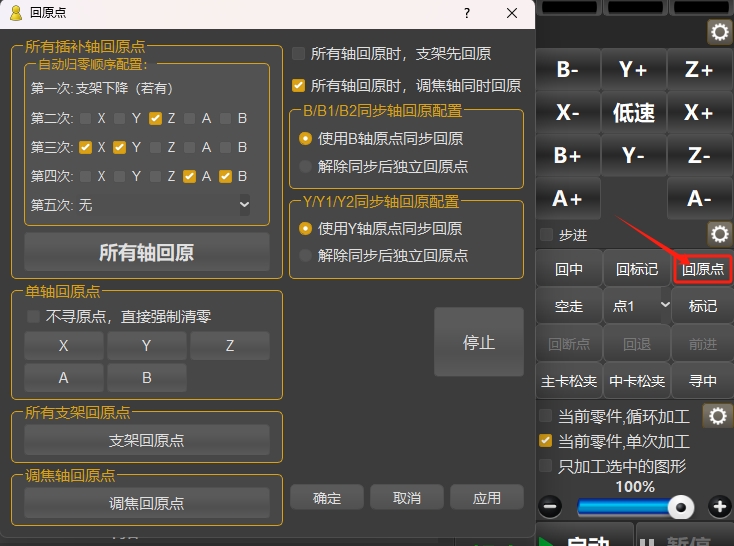
8、回原点
(1)配置了原点信号可自动回原找零点位置。
(2)绝对式编码器可勾选《不寻原点,直接强制清零》。