切换界面风格
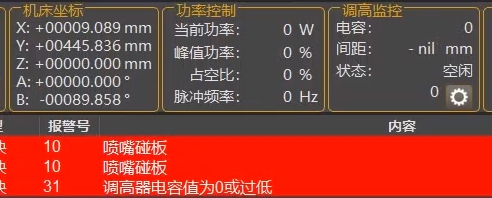
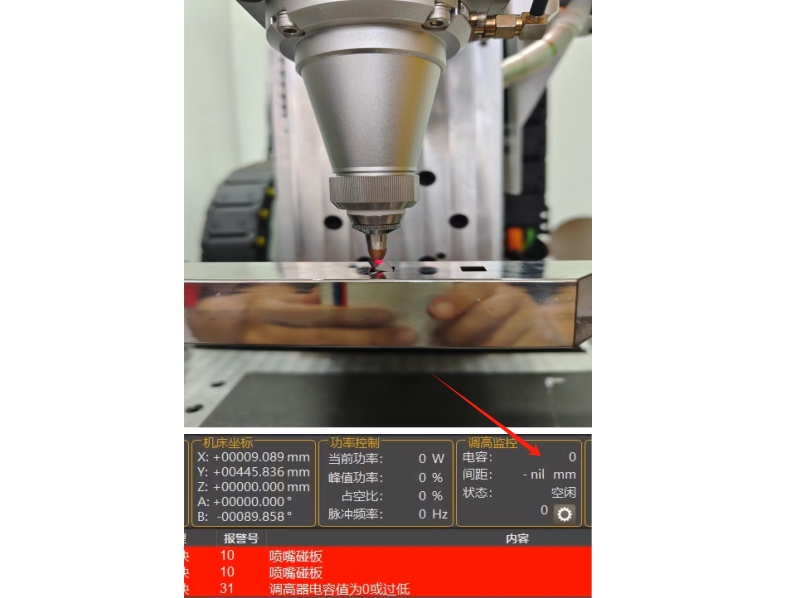
调高器电容值为0或过低
报警说明:
当前电容数值为0或已经低于电容标定时的最小电容值,触发“调高器电容值为0或过低”报警。
主界面调高监控:
间距即激光头“铜嘴到管材的距离”,也是加工过程中的“跟随高度”;加工过程若该值变化过大易触发报警,表明电容不稳定。当间距为nil时,表示当前已经碰板或电容基准值已经异常。

异常及处理方法:
异常1、静止状态下,电容数值很低或为0。
处理方法:
步骤1、拆开连接激光头的射频线。
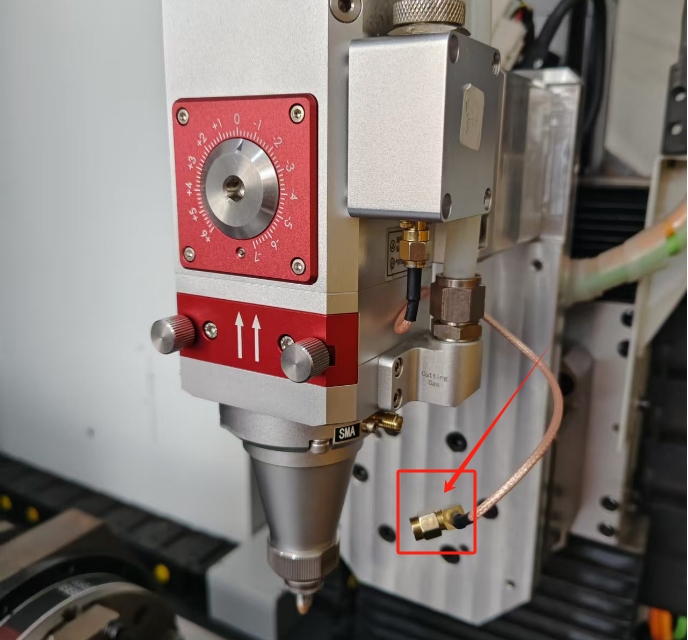
步骤2、若电容值恢复正常数值,表明激光头内部短路,检查“铜嘴到射频线接口处”是否潮湿有水珠,一般由于高压气体有水珠,或冷水机温度过低,激光头表面渗水。拆开铜嘴陶瓷环,将激光头烘干水分后,连接上射频线,重新标定电容。

步骤3、若电容值还是为0,表明调高器一端异常,若接口处有松动,可拧紧射频线与放大器接头,拧紧放大器线与放大器接口处。若射频线折断,可更换射频线。

小提示:确认放大器异常处理不了,请联系厂家。异常2、静止状态下,电容数值正常,手动点击吹气按钮,电容数值波动,为0或变得很小。
处理方法:
步骤1、拆开陶瓷环、镜片,查看是否激光头内部是否有水珠或潮湿。
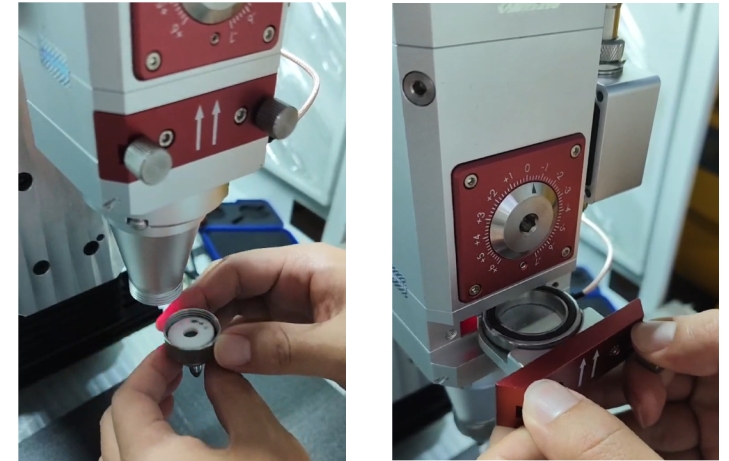
步骤2、若是有水分,一般由于高压气体有水珠,将空压机内部水排干净,将激光头烘干水分后,重新标定电容
步骤3、若没有水分,则表示铜嘴、陶瓷环、密封圈松动,或陶瓷环碎裂,请跟换陶瓷环后,重新标定电容。
异常3、切割过程中若是有碰到管材或没掉落的废渣。
处理方法:
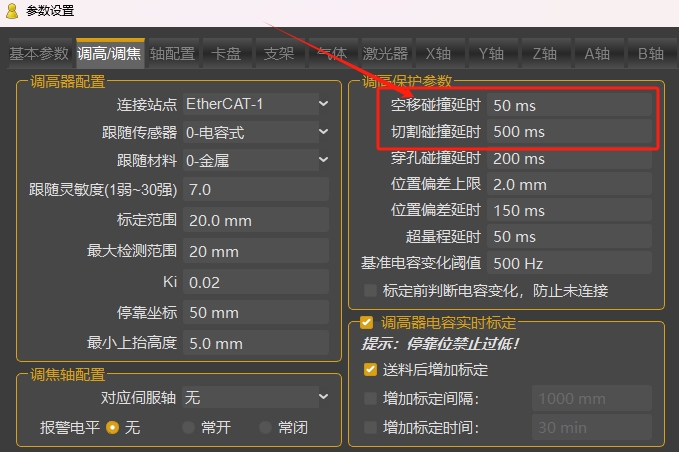
1、适当加大碰板延时时间,切割过程碰板报警,可以适当加大”切割碰撞延时“;空移过程中碰板报警,可以适当加大”空移碰撞延时“。
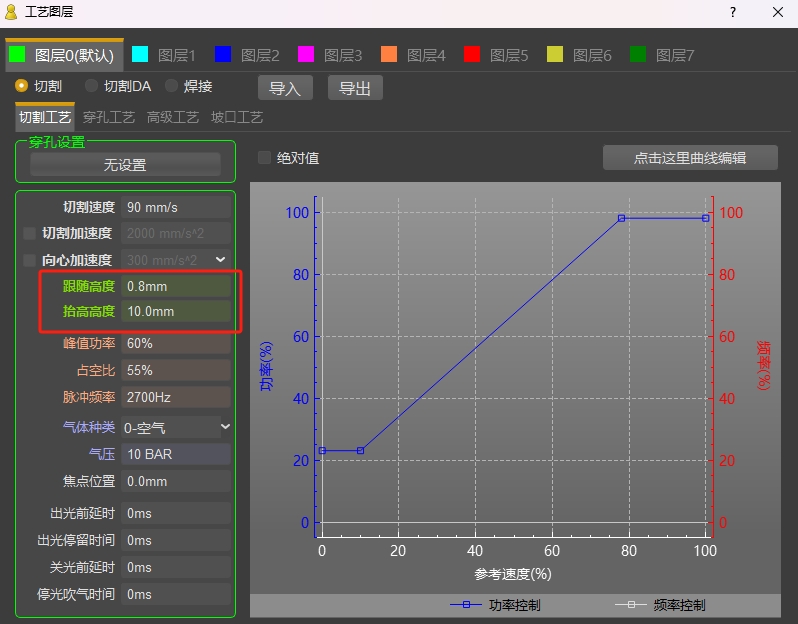
2、工艺图层中,切割过程碰板报警,适当加大跟随高度;空移过程中碰板报警,可以加大抬高高度。
→温馨提示:当以上操作执行后都无法解决电容报警问题,请联系本司工程师协助处理。