切换界面风格
Tube版本:1.4.20.26
App版本:1.3.114
控制卡型号:RT255x / RT245x / RT245x-P / MT244x / PT242x / DT243x / AMC251x / AMC241x
误差分析
在主界面左菜单栏,点击《工具》→《误差分析工具》
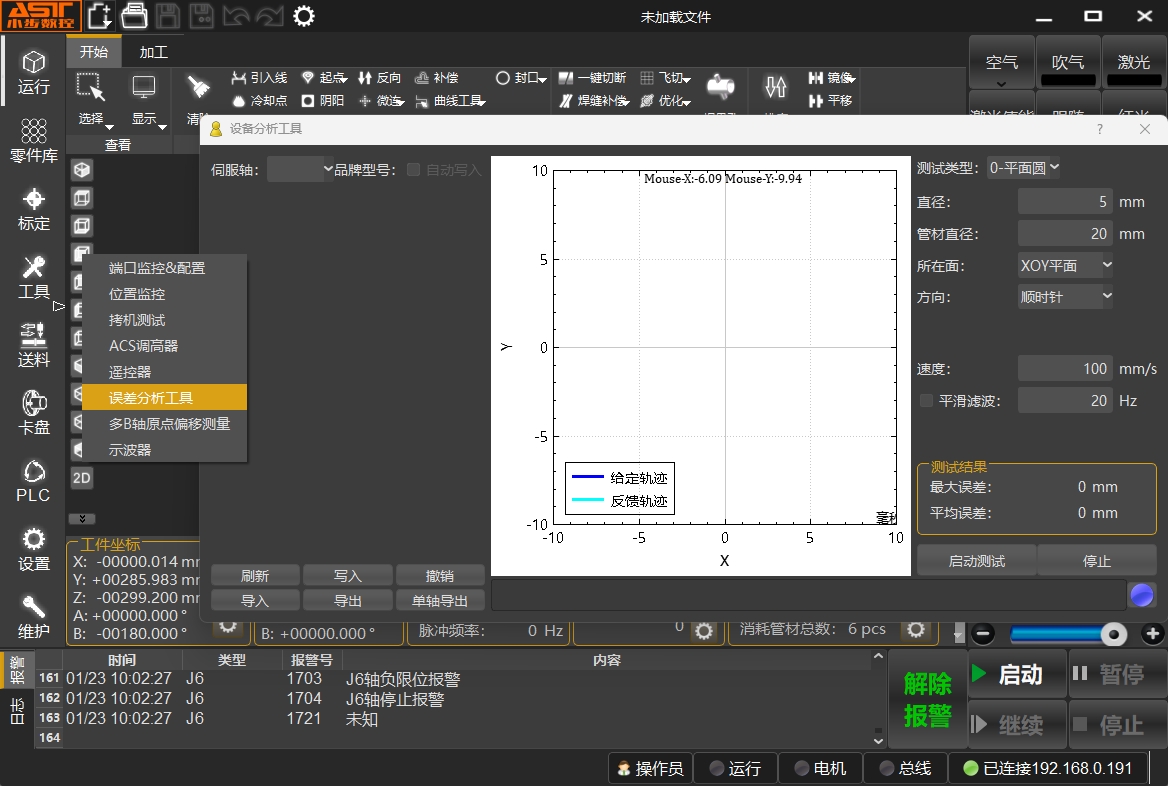
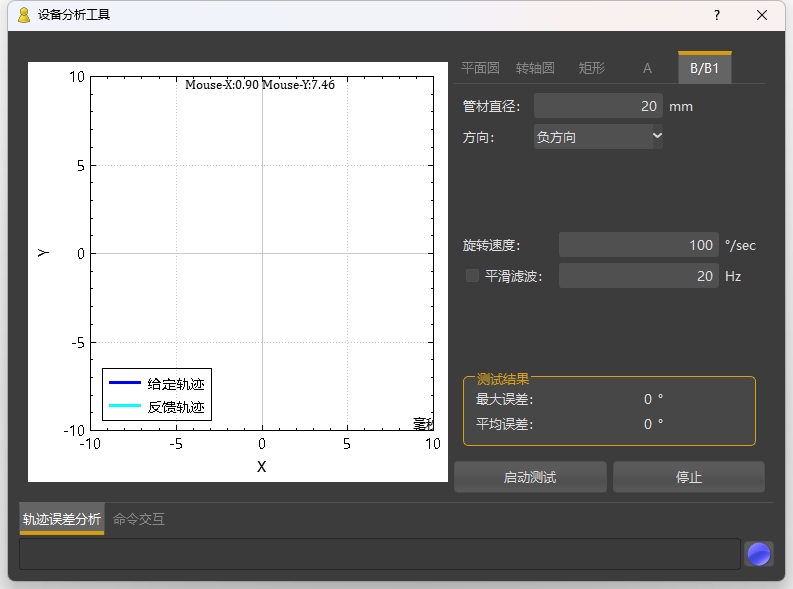
注意:使用误差分析工具测试不需要使用实际管材,但需先大致标定好机械旋转中心,或根据机床坐标计算出机械旋转中心,手动填写进去。第一步、B/B1
若设备是双卡机型,需要双B轴做同步性测试(单B轴机型请忽略)。
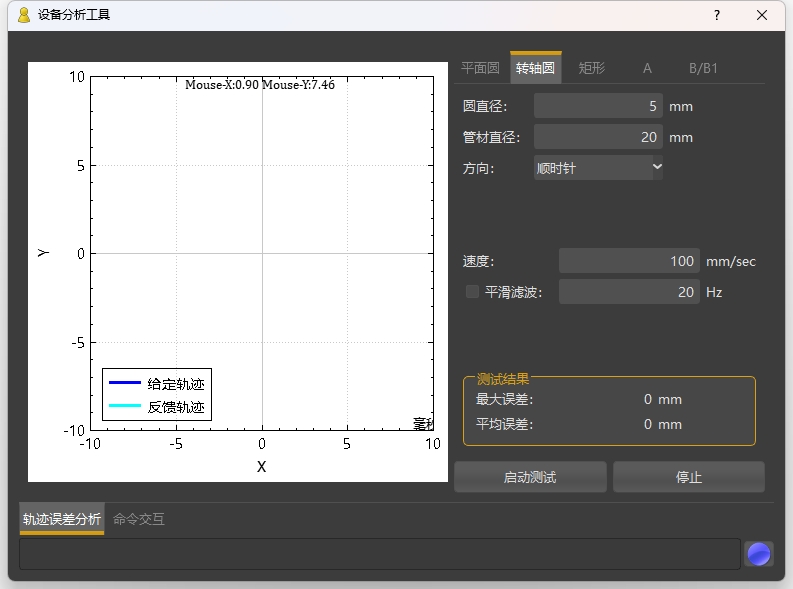
第二步、转轴圆
由YB做插补运动,拟合成一个圆。
| 参数定义 | 含义 |
|---|---|
| 直径 | 圆孔直径 |
| 管材直径 | 管材直径 |
| 方向 | 1、顺时针:切割方向延顺时针方向。 2、逆时针:切割方向延逆时针方向。 |
| 速度 | 切割速度。 |
| 平滑滤波 | 切割时轨迹较为顺滑,但同时也会丢失一定的精度,一般测试不开启。 |
| 最大误差 | 插补过程中轨迹同步时最大误差,一般以最大误差的值进行调试。 |
| 平均误差 | 插补过程中轨迹同步后的计算平均误差。 |
设置好参数后,点击启动测试,Z轴会下降,模拟正常切割,但不会出光不会吹气。
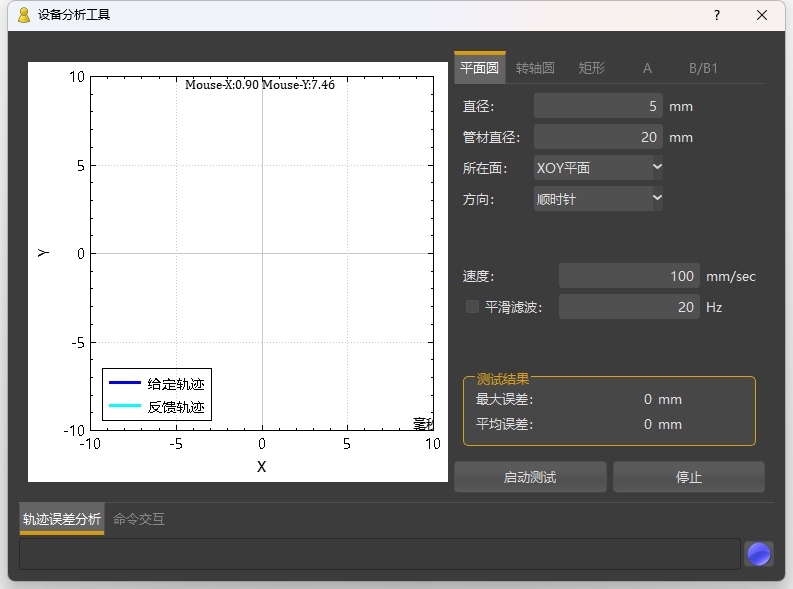
提示:转轴圆最大误差不得大于0.03,一般为0.01,越高越好,调试完也就是Y、B轴调试完毕。第三步、平面圆
由XY做插补运动,拟合成一个圆,若转轴圆已调试完成,只需调试X轴即可。
| 参数定义 | 含义 |
|---|---|
| 直径 | 圆孔直径 |
| 管材直径 | 管材直径 |
| 所在面 | 1、XOY平面:测试X跟Y的同步性。 2、XOZ竖面:测试X跟Z的同步性。 |
| 方向 | 1、顺时针:切割方向延顺时针方向。 2、逆时针:切割方向延逆时针方向。 |
| 速度 | 切割速度。 |
| 平滑滤波 | 切割时轨迹较为顺滑,但同时也会丢失一定的精度,一般测试不开启。 |
| 最大误差 | 插补过程中轨迹同步时最大误差,一般以最大误差的值进行调试。 |
| 平均误差 | 插补过程中轨迹同步后的计算平均误差。 |
设置好参数后,点击启动测试,Z轴会下降,模拟正常切割,但不会出光不会吹气。
提示:平面圆最大误差不得大于0.03,一般为0.01。第四步、摆轴A
由AYZ做插补运动,测试三个轴的同步性(四轴系统请忽略)。
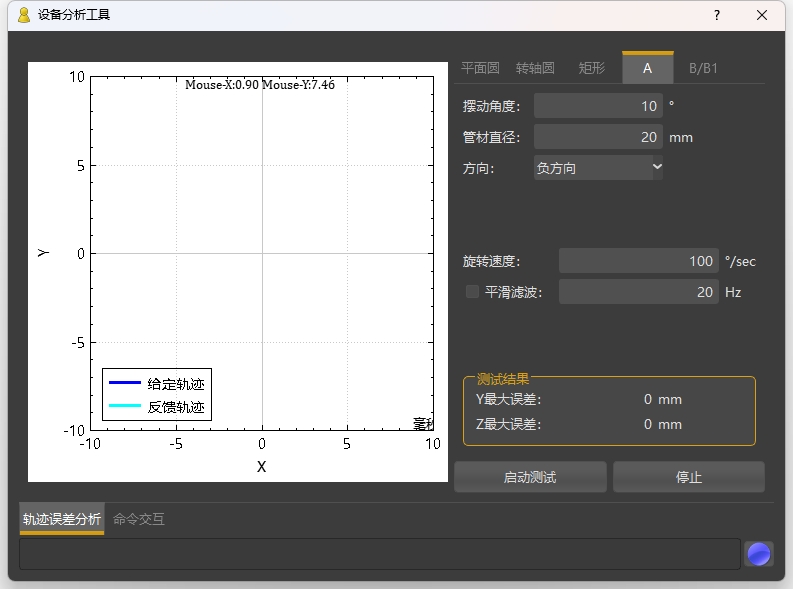
| 参数定义 | 含义 |
|---|---|
| 摆动角度 | A轴摆动的角度 |
| 管材直径 | 管材直径 |
| 方向 | 1、负方向:A轴往负方向摆动。 2、正方向:A轴往正方向摆动。 |
| 旋转速度 | A轴摆动速度。 |
| 平滑滤波 | 切割时轨迹较为顺滑,但同时也会丢失一定的精度,一般测试不开启。 |
| Y最大误差 | 三轴插补过程中轨迹同步时Y最大误差。 |
| Z最大误差 | 三轴插补过程中轨迹同步时Z最大误差。 |
设置好参数后,点击启动测试,Z轴会下降,模拟AYZ切割动作,但不会出光不会吹气。
提示:Y、Z最大误差不得大于0.05。