切换界面风格
Tube版本:1.4.20.26
App版本:1.3.114
控制卡型号: MT244x / PT242x / DT243x / AMC251x / AMC241x
TuberStudio排样
温馨提示,若是冲孔绘图,请跳转至第三步《参数说明》。
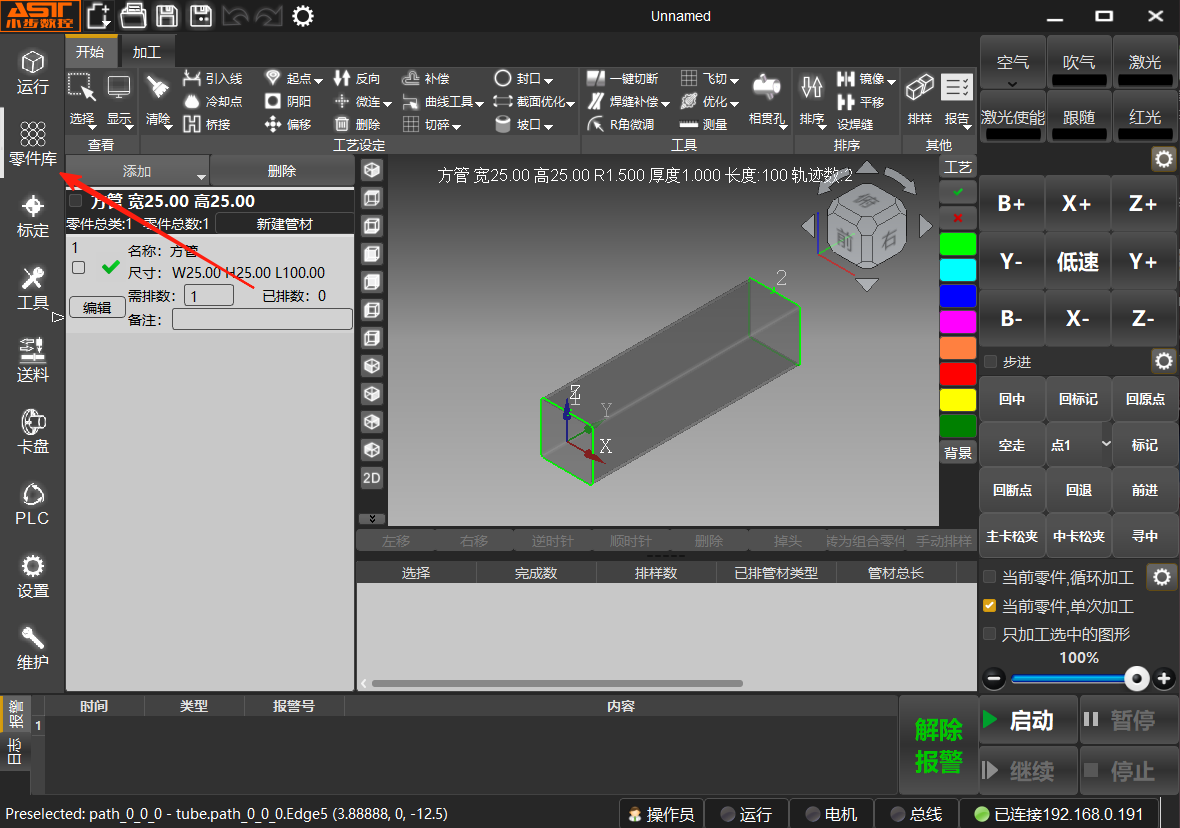
一、点击<零件库>,进入排样显示界面
二、导入文件
目前支持3中添加方式,注意,添加图形必须是同等尺寸的管材图形。
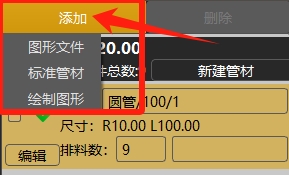
- 图形文件: SolidWorks保存的IGS、Step格式文件(拉伸方向需与X/Y/Z任一轴同向,否则会导入失败或识别错误);
- 标准管材: TubeStudio简易绘图功能,支持圆管、矩形管、跑道管等标准管材,不能绘制穿孔。
- 绘制图形: TubeStudio高级绘图功能,支持圆管、方管、腰管、角钢等主管零件,支持圆形、方形、腰型、多边形、V槽、切断等切除功能。
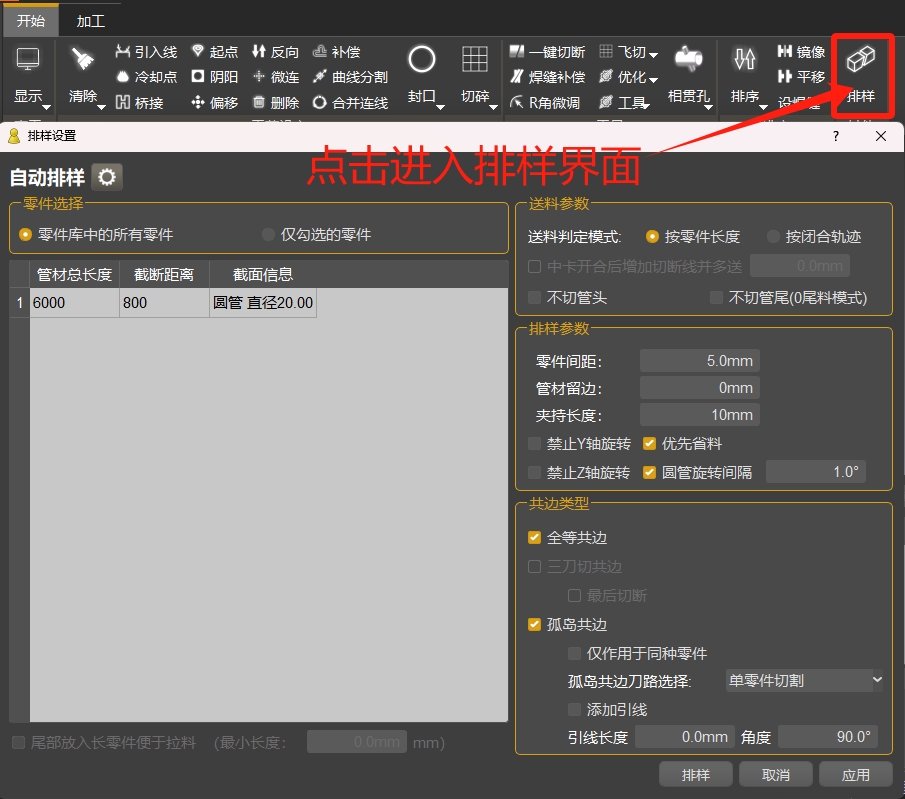
三、在主界面菜单栏上方,点击<排样>,进入排样参数界面
参数说明
(1)精度参数: 排样参数界面左上方小齿轮,设置排样精度参数。
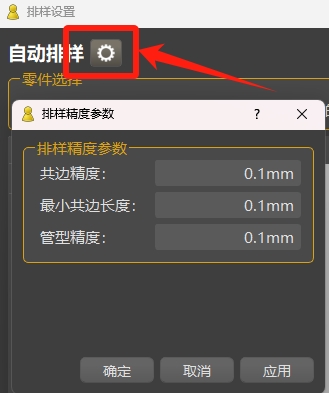
- 共边精度:零件之间共边后的精度误差。
- 最小共边长度:零件之间共边的最小长度。
- 管型精度:不同零件的图纸截面误差。
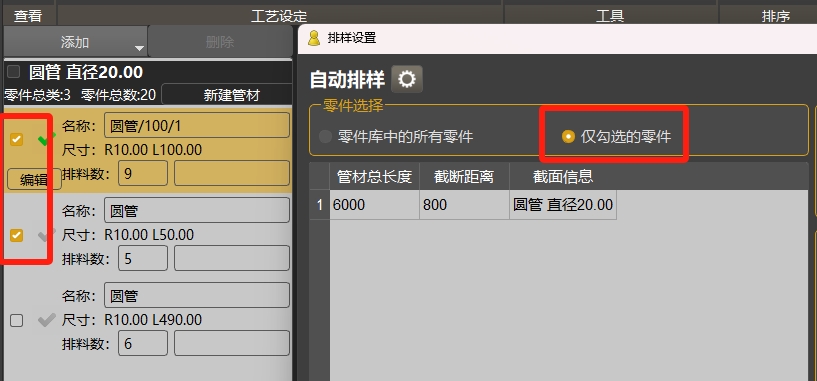
(2)零件选择: 如果在零件侧边栏勾选了某几种零件,选“仅勾选零件”时只排这几种零件,其他零件不参与排样。
(3)送料判定模式
- 按零件长度: 会保证加工一个零件过程中不送料,送料次数可能会更多,但零件内的精度会有更高的保证。一般用于短零件加工。
- 按闭合轨迹: 保证加工一条轨迹过程中不送料,送料次数会更少,但同一个零件里面可能会多次送料。一般用于长零件加工。
- 不切管头: 管材第一刀轨迹不切割。
- 不切管尾: 考虑零尾料模式,计算结果若有剩余长度,会先切割多余长度,最后一刀不切割。
(4)管材长度: 单根管材总长度。
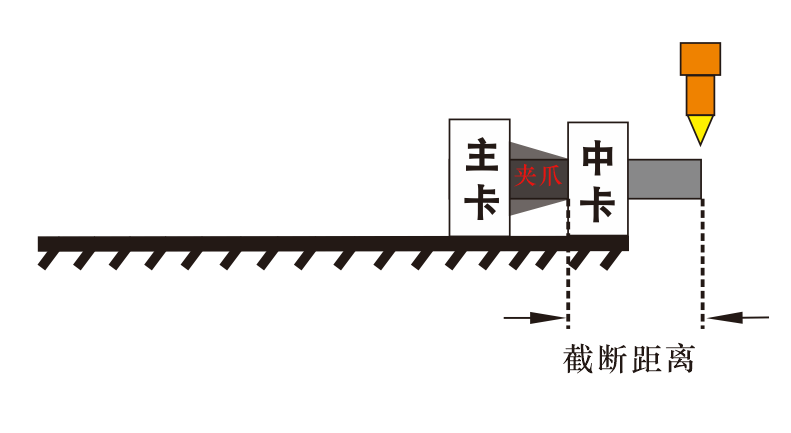
(5)截断距离: 主卡盘运动到最靠近中卡盘时,从卡爪前端到切割头正下方的管材长度,即尾料长度。
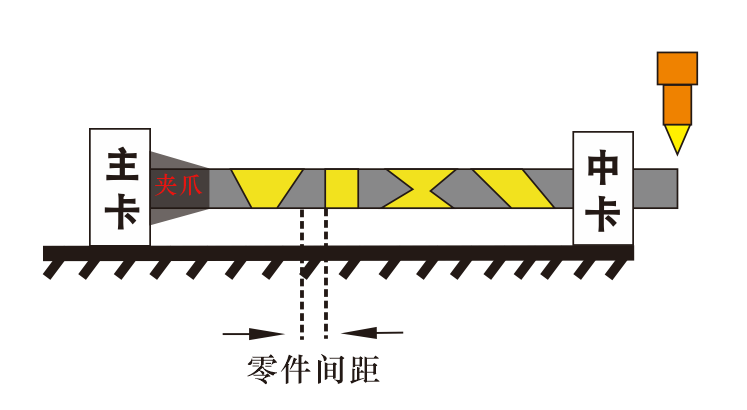
(6)零件间距: 当零件无法共边排样时,零件之间可设定相隔距离。
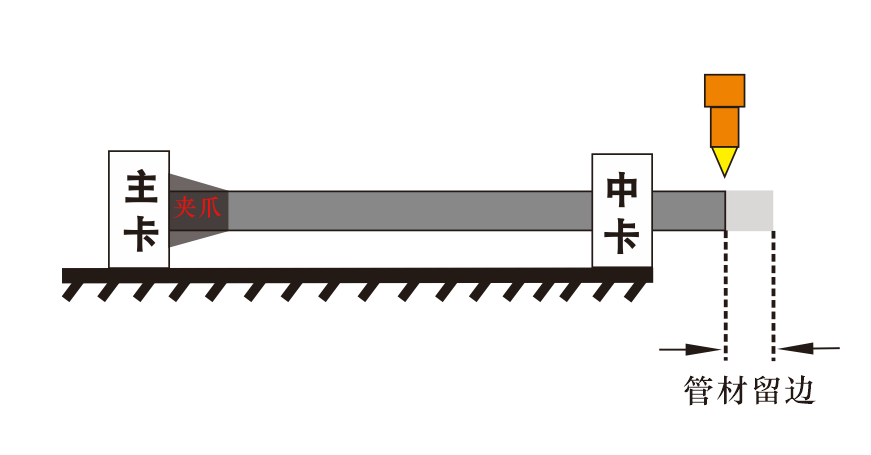
(7)管材留边: 管头到第一个零件的距离。
(8)夹持长度: 卡盘夹爪所夹持的长度,不一设置得 过小,避免夹持不稳。
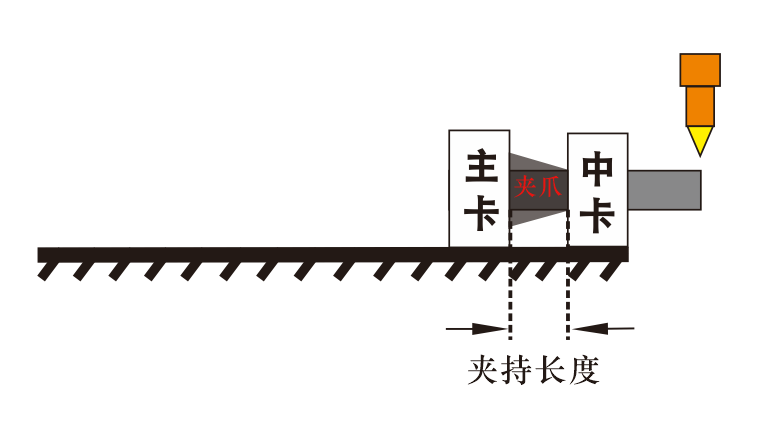
注意:管材长度、截断距离、管材留边、夹持长度共同决定了实际可排零件的管材长度。
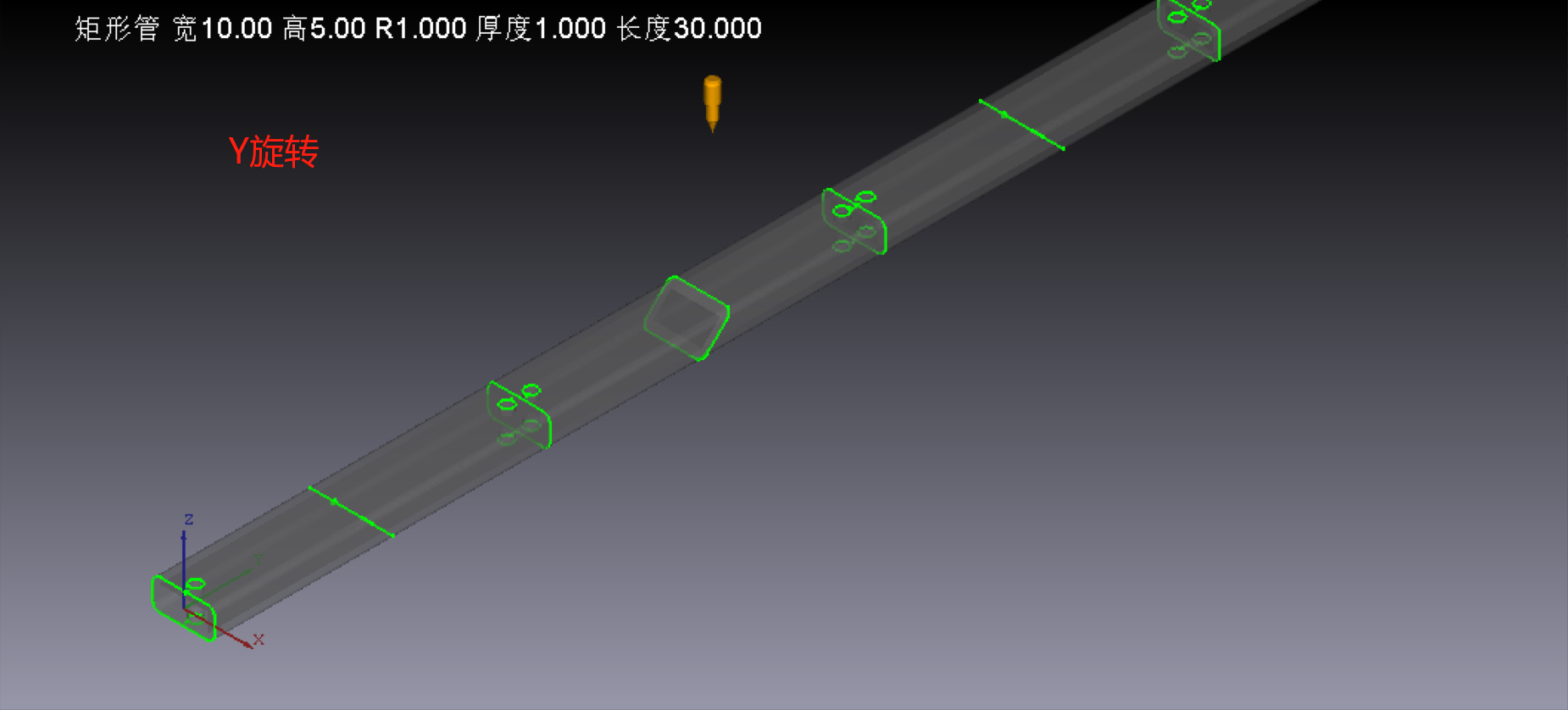
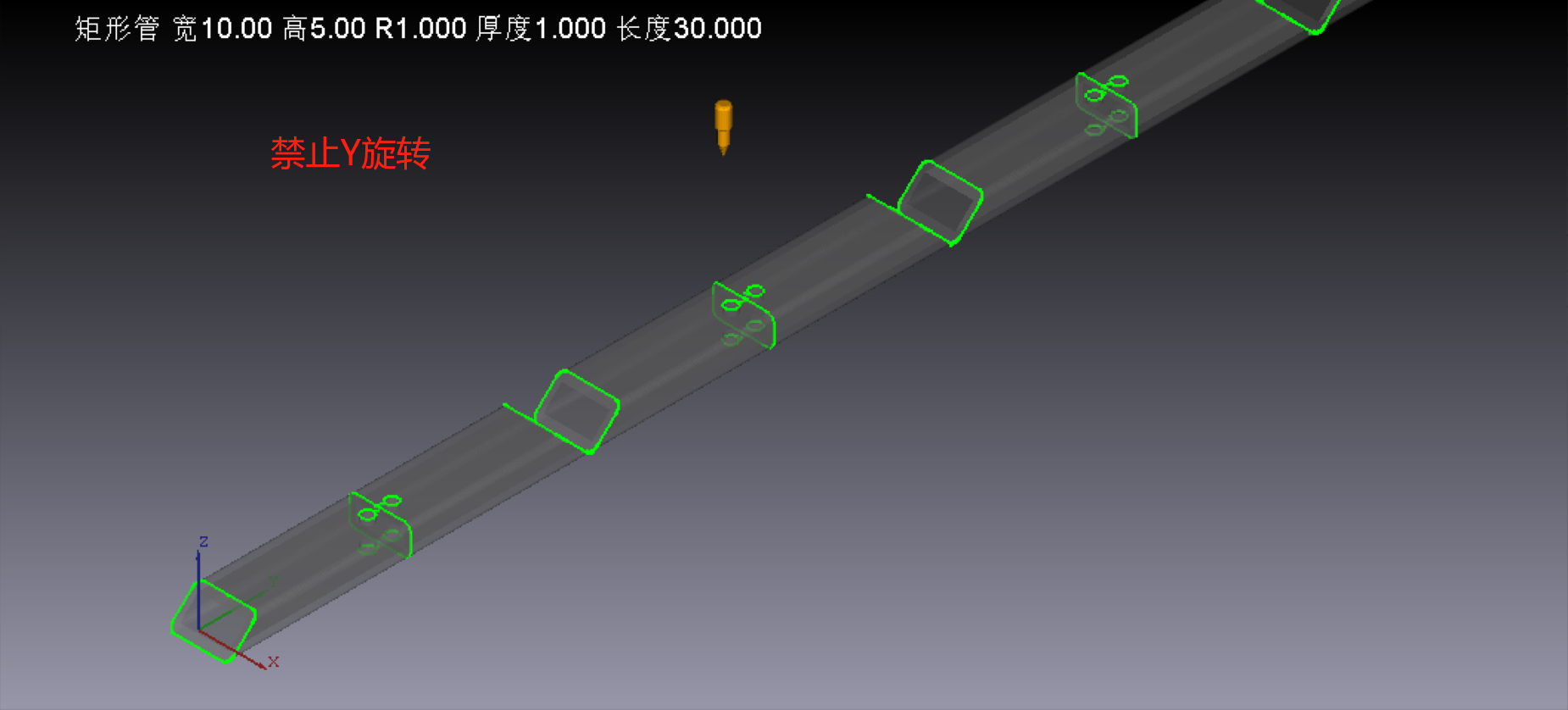
截断距离+夹持长度=尾料长度(9)禁止Y轴旋转:
排样时不允许零件沿Y轴旋转,零件无法自动顺(逆)时针排序。
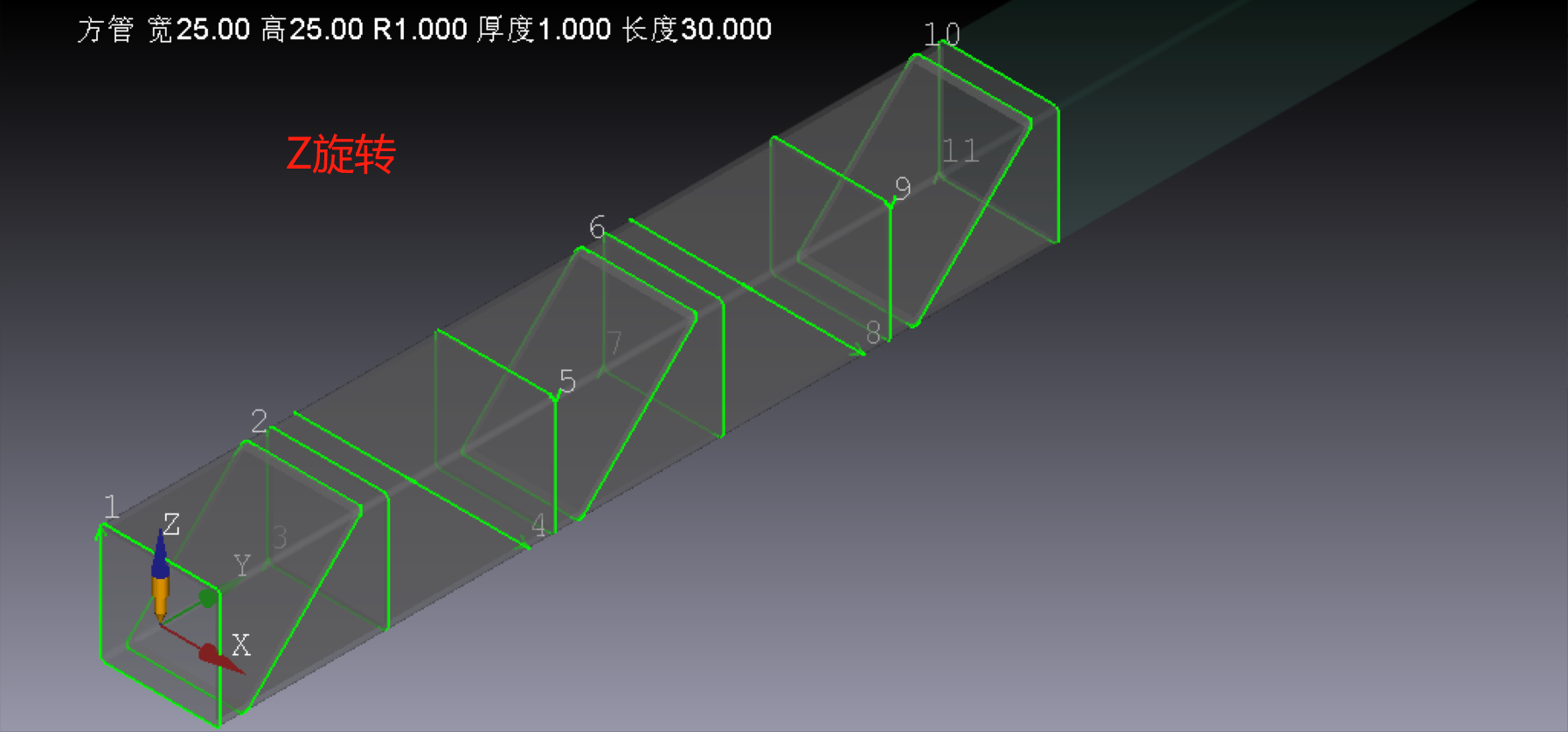
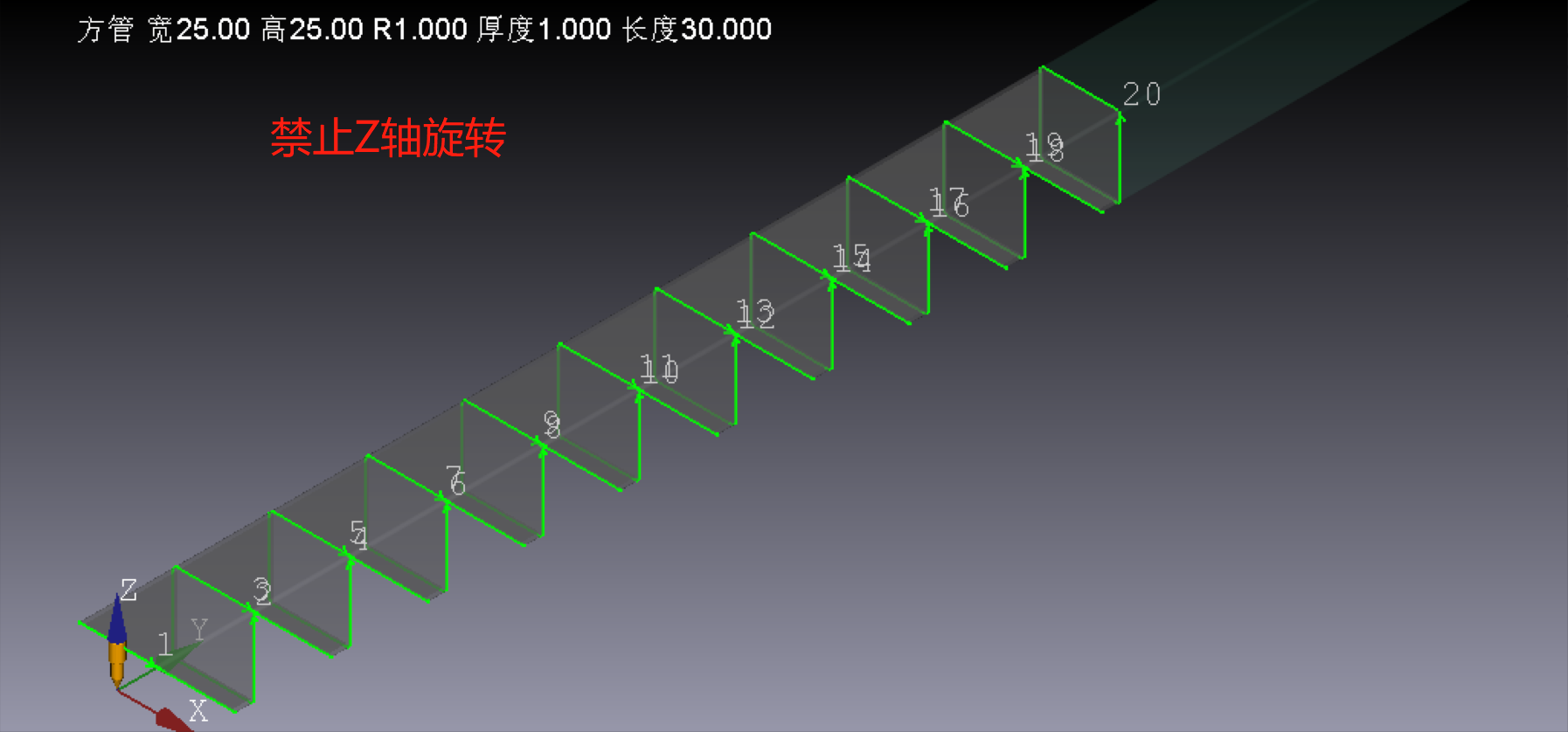
(10)禁止Z轴旋转:
排样时不允许零件沿Z轴旋转,零件将不会自动掉头排序。
(11)圆管旋转间隔:
如果是圆管零件则允许排样时沿Y轴旋转任意角度,以排出更省料的结果但耗时会更长;
可设置允许旋转角度,排样时将不会大角度的计算,能更快出结果。
(12)全等共边:
两零件共边时,共边切断线完全吻合。
(13)孤岛共边:
1、单零件切割:先将第一个零件切掉,然后再切掉所有孤岛废料,得到第二个零件的左切断线。
优点是几乎对任何情况都可以用,尤其是对最后的共边线较短的情况,第一刀就将零件切掉,不用担心零件和管材连着一点点转动的时候造成管材形变。

2、孤岛连割:从孤岛处起刀,遇到的每一个孤岛都先切掉,直到整圈切完。
优点在于,对于只有一个孤岛的刀路,可以先切孤岛再切断,是连贯的一刀。
缺点在于,如果孤岛较多或较大,最后一刀的切断线比较短的话,就可能出现最后一刀还没切,零件就因重力坠落,导致管面拽断不整齐的情况,如果Z轴若为跟随模式,则有可能会下扎孔内,导致铜嘴损坏 。

3、孤岛共边加引线
如果加工任务需要加引线工艺,那在自动排样时,需要勾选孤岛共边下方的<引线>选项,单独为孤岛共边刀路加引线。
四、手动排样
自动排样后,如果有特殊需求自动排样不能满足时,可以使用手动排样功能。
五、打样加工
选择需要打样加工的排样结果,勾选**<打样加工>**,会已当前位置为起点开始切割,会自动送料,直至加工完整个排样零件。
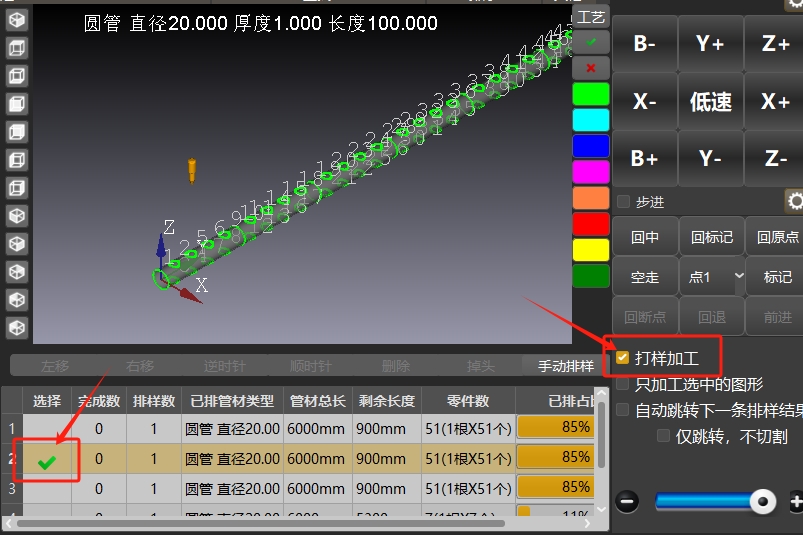
注意:打样加工不会循环加工,但也需要配置送料参数。