切换界面风格
拉料辅助夹中调试步骤
常见的卡盘辅助夹中机构主要分为以下两种:
一、双IO卡盘,由气缸控制拉料夹与辅助定中机构的松开和夹紧
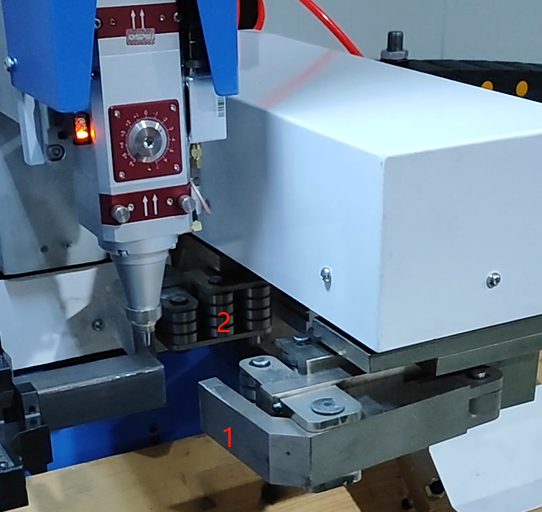
图中1:为气缸控制的夹管机构(用于夹管拉料,这里命名为“拉料夹”);
图中2:为气缸控制的辅助夹中滚轮机构,(用于辅助定中,这里命名为“定中夹”)。
1、配置卡盘参数

根据提示配置IO卡盘,夹紧输出配置主气缸,松开输出配置小气缸。
2、测试操作

点击主界面《卡盘》,验证“中卡盘夹紧“”中卡盘松开” 看先后顺序是否跟要求的一致,同时要观察切割过程中,“辅助定中”的顺序是否一致
- 夹紧:先“拉料夹”,再“定中夹”;
- 松开:先“定中夹”,再“拉料夹”;
二、IO+伺服卡盘(由气缸+伺服电机控制夹中机构的松开和夹紧)
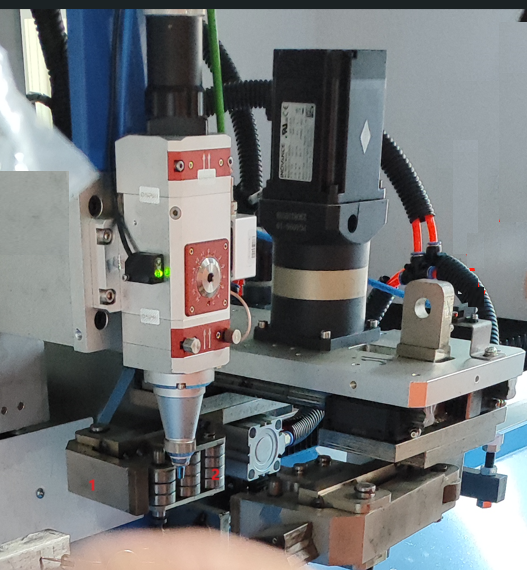
图中1:为气缸控制的夹管机构(用于夹管拉料,这里命名为“拉料夹”);
图中2:为电机控制的辅助夹中滚轮机构,(用于辅助定中,这里命名为“定中夹”)。
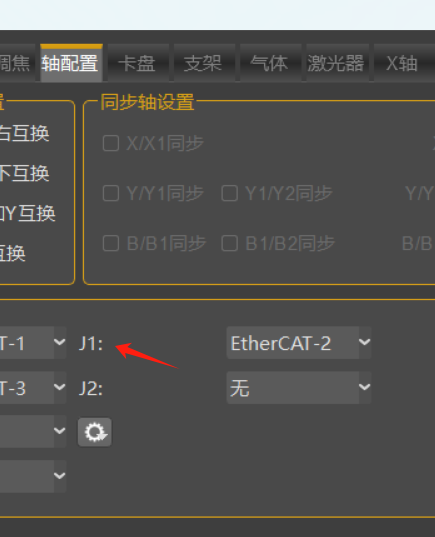
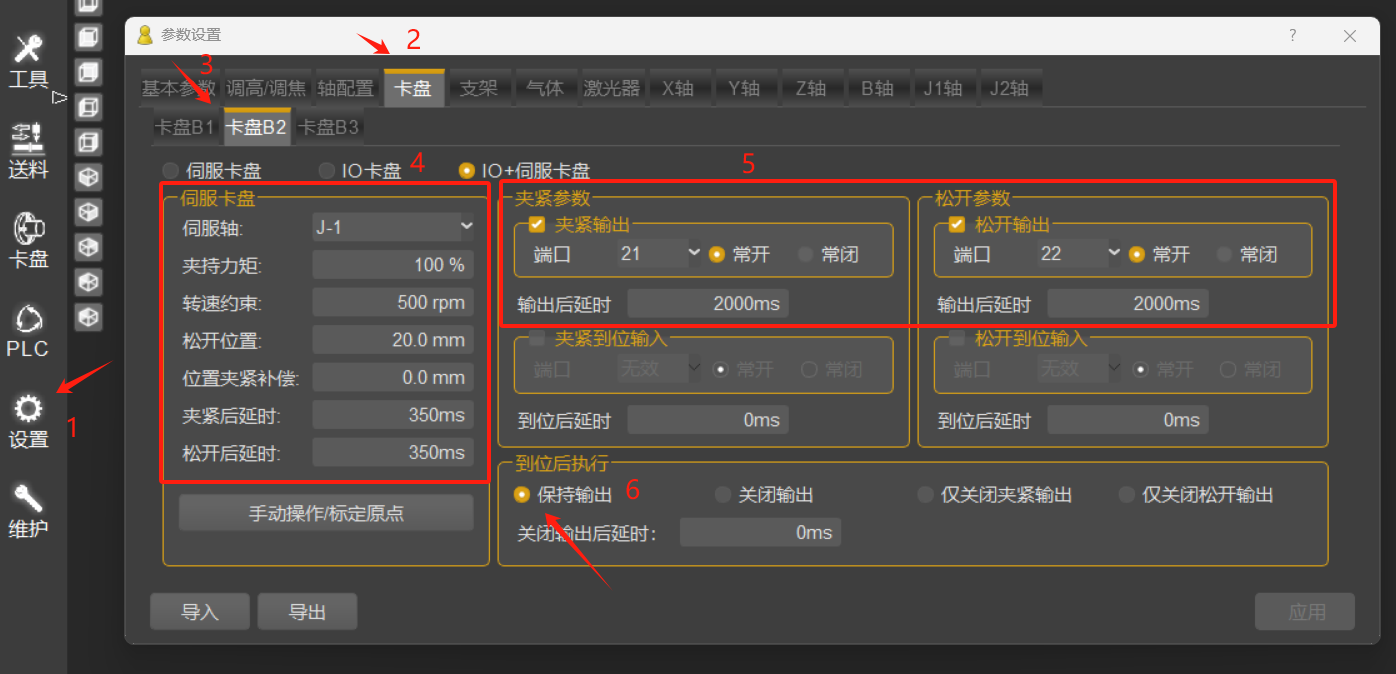
1、配置轴参数和卡盘参数
首先配置相应的运动轴,并测试伺服电机运行是否正常,电机的实际运动的距离要跟配置的参数一致,(配置轴参数,该电机配置为附加轴:J1轴,也可以配置成其他附加轴);
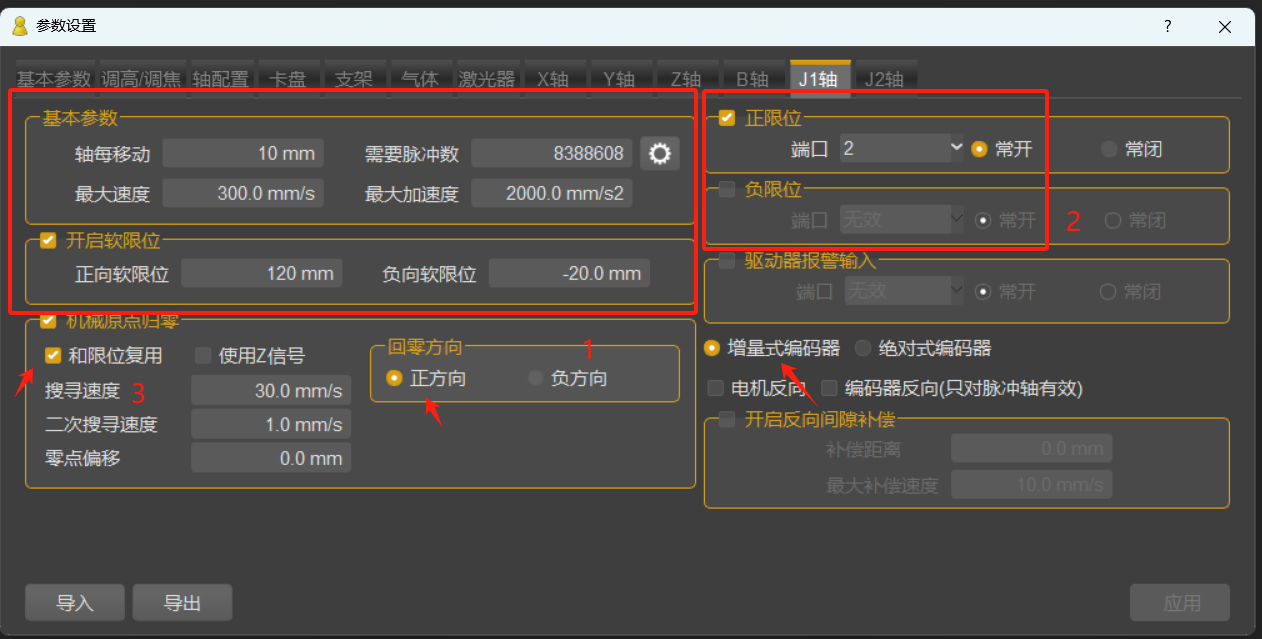
2、点击“PLC”,设置速度参数和寸进距离
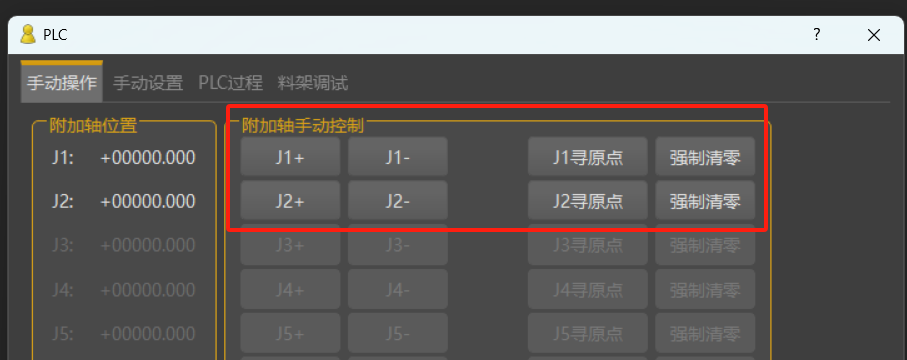
J1+ J1-正负走一遍,判断电机方向是否正确,方向反了在J1配置里勾选“电机反向”,点击“J1寻原点”
看电机复位知否正常,再按寸进测量实际走的距离是否和设定的一致。
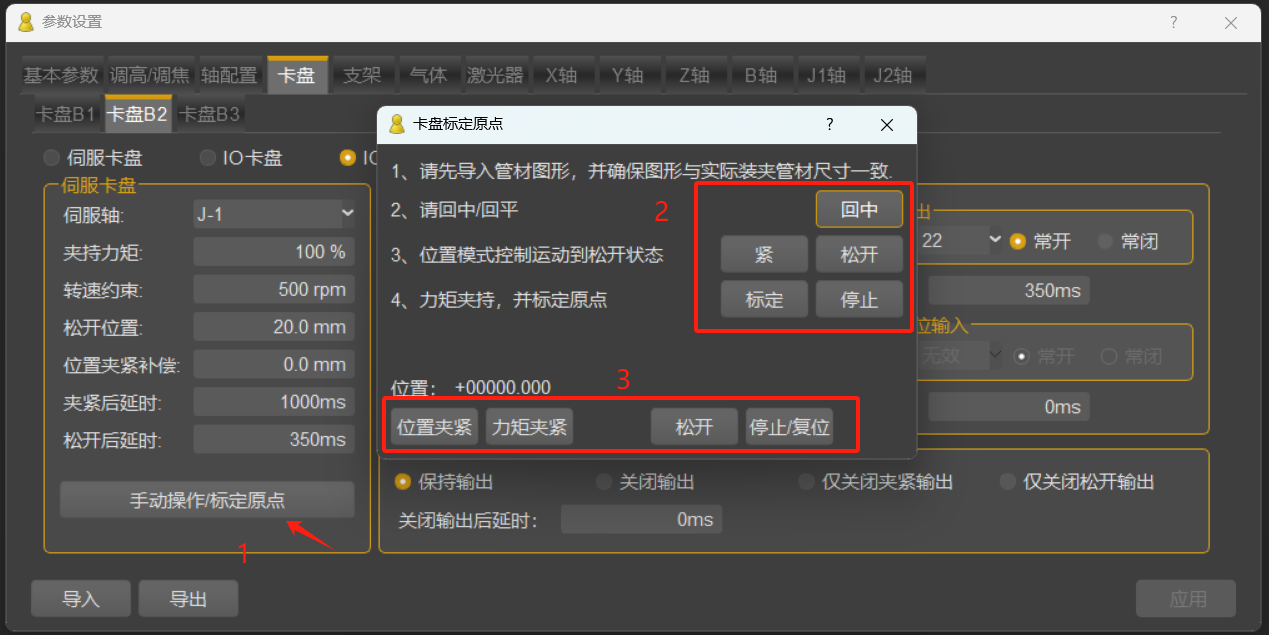
3、卡盘原点标定
标定前需先设置对应参数
参数名称 含义 伺服轴 辅助夹中的对应的附加轴 夹持力矩 电机扭力百分比 转速约束 电机夹紧松开的转速 松开位置 夹紧后相对松开的位置 位置夹紧补偿 位置多夹补偿 夹紧后延时 增加夹紧时间 松开后延时 增加松开时间 根据提示,按顺序操作标定卡盘,标定后,位置显示的数值就是原点的位置了;
再点“松开”,这时对中轴就会走到“松开位置”:30.000,根据管材实际大小,设置松开位置,保证拉管时不干涉即可。
4、 IO+伺服卡盘先后顺序,一般的先后顺序如下:
(注:如需要更改控制顺序,请联系我们的技术支持)
上述步骤设置完成后:点击“卡盘”,验证“中卡盘夹紧“”中卡盘松开” 看先后顺序是否跟要求的一致,同时要观察切割过程中,“辅助定中”的顺序是否一致
夹紧:先IO,再电机
松开:先电机,再IO
辅助定中:IO松开,电机夹紧
常见问题:
1)是不是所有伺服电机驱动器都支持此种力矩模式调试?
答:本公司系统目前只支持台达的伺服驱动器,其他厂家还需要后续开发应用。
2) “夹持力矩”“转速约束”这两个参数要如何搭配才能保证运行速度快,稳定不会把管材夹扁?
答:“夹持力矩”最大可以设置到300%,但这会导致电机严重过载,一般需要夹持大管材,在能够拉动的情况下,尽量不要超过150%;
3)使用小管标定后,更换大管切割,是否需要重新标定?。
答:标定完成后,更换管材的大小不需要再重新标定,系统会根据管材的大小计算原点