切换界面风格
工艺参数
切割工艺
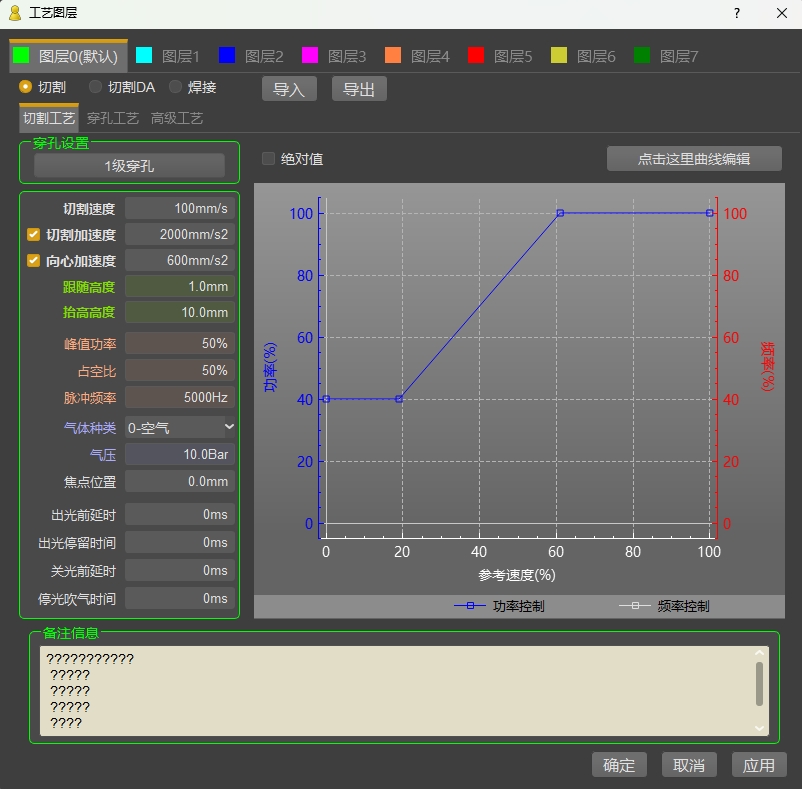
参数名称 含义 切割速度 切割过程中的速度 切割加速度 勾选后,可单独设定图层切割加速度 向心力加速度 勾选后,可单独设定图层向心力加速度 跟随高度 切割过程喷嘴距离管材表面的高度 抬高高度 空移的抬高高度,若勾选了蛙跳上抬,则是蛙跳的最高点。 峰值功率 设置切割过程的激光峰值功率 占空比 设置切割过程的激光占空比 脉冲频率 设置切割过程的激光频率 气体种类 下拉选择气体:0空气、1氧气、2氮气 气压 辅助气压值,若有其他辅助气体,需先配置气体IO。 焦点位置 动态调焦头专用焦点位置。 出光前延时 空移到位后到出光的时间 出光停留时间 切割开始到沿轨迹运动的延时,保证激光能烧穿管材 关光前延时 轨迹结束到关光的时间 停光吹气时间 穿孔结束停光吹气的时间 备注信息 可填写此工艺参数的备注 绝对值 勾选后功率曲线显示绝对值,未勾选显示百分比 曲线编辑 点击进入编辑功率/频率对应速度的曲线 功率曲线可根据速度,实时调整激光器功率,频率,防止拐角等慢速处过烧。
- 点击
 解锁曲线编辑,下图:
解锁曲线编辑,下图:
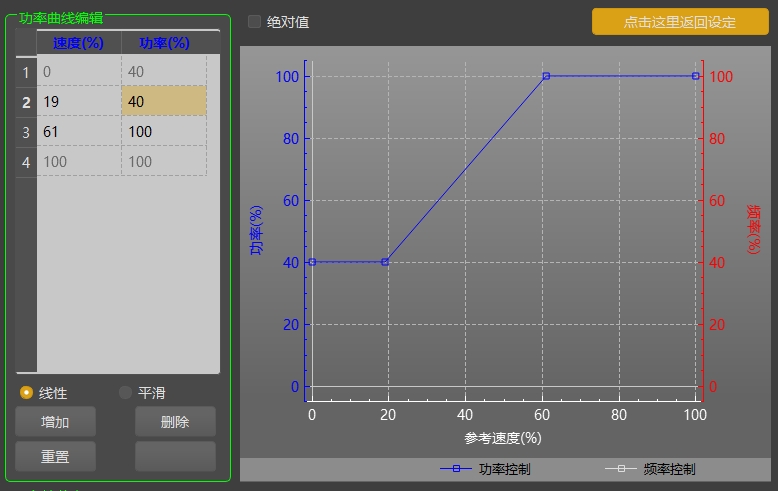
※注意:工艺曲线最少为4个点,少于4点删除不再有效。- 左侧可手动添加、删除或重置工艺曲线点。
- 点击
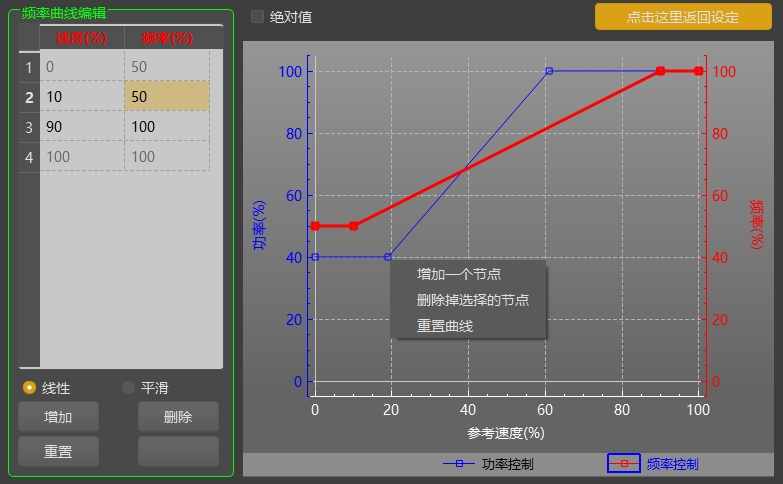
 选择开启或关闭各自曲线。
选择开启或关闭各自曲线。 - 按住点拖动到合适位置,亦可在左侧输入坐标。
- 双击/右键曲线位置增加点,右键对应点删除。
- 点击
穿孔工艺
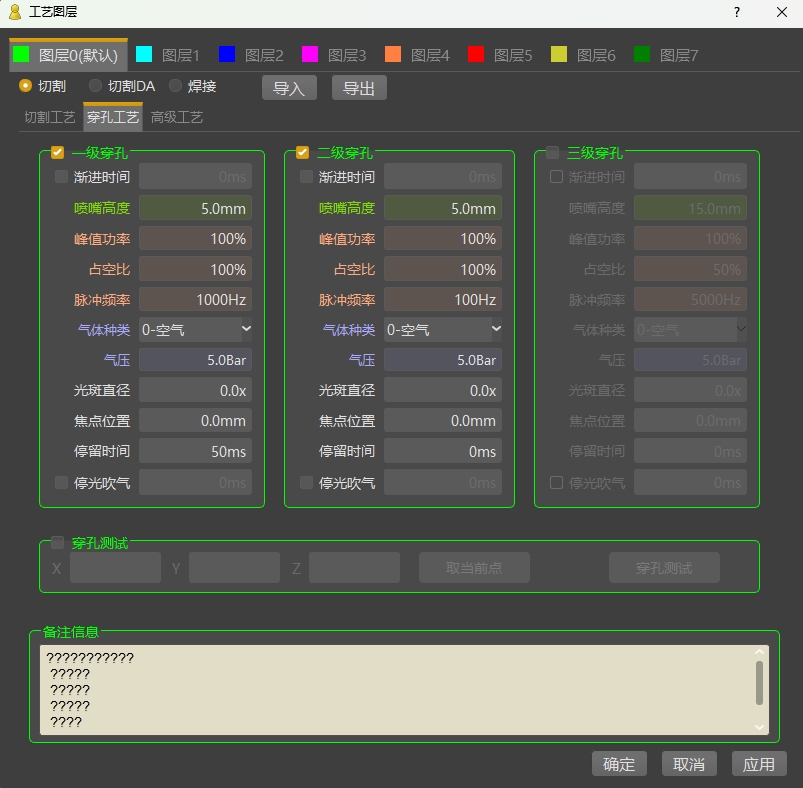
参数名称 含义 渐进时间 切割头在当前高度向下一级高度运动的时间,若默认速度过快,可以使用此参数 喷嘴高度 穿孔过程喷嘴高度 峰值功率 设置穿孔过程的激光峰值功率 占空比 设置穿孔过程的激光占空比 脉冲频率 设置穿孔过程的激光频率 气体种类 下拉选择0-空气、1-氧气、2-氮气 气压 气体压力大小 光斑直径 如果配置了调焦轴,可以设置穿孔光斑直径 焦点位置 如果配置了调焦轴,可以设置穿孔焦点位置 停留时间 切割头在当前高度停留穿孔的时间 停光吹气 穿孔结束停光吹气的时间 穿孔测试 输入坐标移动激光头到指定位置,也可获取当前位置,点击穿孔测试。 高级工艺
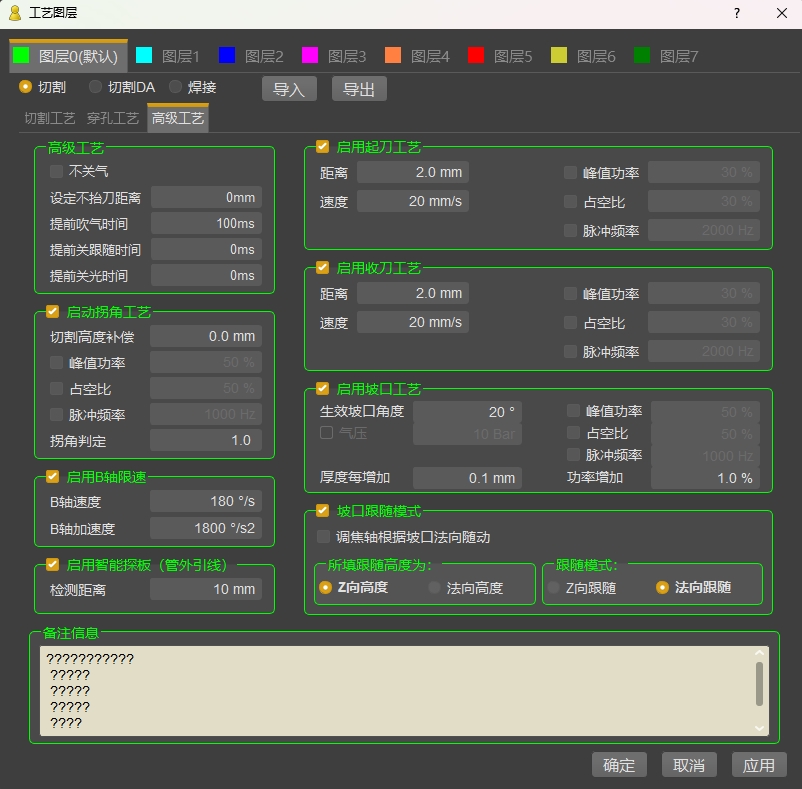
高级工艺
参数名称 含义 不关气 勾选后空移不再关气,但触发送料时仍会关气。 设定不抬刀距离 空移间距小于此设定距离则不抬刀,但方管换面加工或触发送料时仍会抬刀。 提前吹气时间 若勾选了蛙跳上抬,此参数有效。若未勾选则在上方点开气,不受此参数影响。 提前关跟随时间 提前关跟随,防止切断后提前掉落,跟随下扎。 提前关光时间 轨迹结束前,提前多久关光。 拐角工艺
参数名称 含义 切割高度补偿 拐角时跟随高度增加此设定距离。 峰值功率 勾选后在拐角时使用此峰值功率。 占空比 勾选后在拐角时使用此占空比。 脉冲频率 勾选后在拐角时使用此脉冲频率。 拐角判定 拐角判定参数,默认1,不建议修改。 B轴限速
参数名称 含义 B轴速度 勾选后该图层B轴速度将调用此参数。 B轴加速度 勾选后该图层B轴加速度将调用此参数。 智能探板
参数名称 含义 检测距离 角钢、槽钢专用,X轴从板内到板边缘的检测距离。 起刀、收刀工艺
※注意:添加穿孔工艺后,起刀工艺将会失效。参数名称 含义 距离 起刀:轨迹起刀后的长度(若添加引入线,则从引线位置开始)
收刀:轨迹末端的长度(若添加引出线,则到引出线结束的位置)速度 起刀收刀的距离调用该速度参数 峰值功率 起刀收刀的距离调用该峰值功率参数 占空比 起刀收刀的距离调用该站空比参数 脉冲频率 起刀收刀的距离调用该脉冲频率参数 坡口工艺
参数名称 含义 生效坡口角度 当加工坡口角度大于等于该参数时,将调用以下参数。 气压 辅助气体,使用比例阀时生效。 厚度每增加、功率增加 当坡口角度越大时,加工厚度将会增加,功率按照同等比例实时增加。 峰值功率 生效坡口角度满足时,使用该参数 占空比 生效坡口角度满足时,使用该参数 脉冲频率 生效坡口角度满足时,使用该参数 坡口跟随
参数名称 含义 调焦轴根据坡口法向随动 该选项为自动调焦轴专用 所填跟随高度为 Z向高度:激光头末端距离管材表面的高度。
法向高度:激光头焦点距离管材表面的高度。跟随模式 Z向跟随:调高器Z轴方向跟随。
法向跟随:调高器ZY方向跟随。