切换界面风格
中卡避让
一、参数配置说明
气动模式

参数名称 含义 避让方式 移动卡盘:前卡盘底部安转气缸或电机,将卡盘移动推出;
移动激光头:激光头Y方向安装移动气缸或电机,将激光头移动推出。Z轴上抬至0点 执行中卡避让时,Z轴会先上抬至机床坐标0的位置。 X轴返回至0点 执行中卡避让时,X轴会先退回至机床坐标0的位置。 避让后,Y最大工作位置 根据实际机床坐标,设置避让移动后Y轴可到达切割最大工作位置。 避让后,卡盘与喷嘴距离 根据实际机床坐标,设置避让后Y最大工作位置到激光头的距离。 避让后摆轴约束 Y最大工作位置 :此功能为五轴切割时需要设置的参数,即轨迹为坡口时机床坐标Y最大运动位置,避免摆轴角度过大碰撞到卡盘。
A最大摆动角度 :避让后允许A轴摆动的最大角度,若角度大于当前设定值,则会提示报警。避让方式 选择机床装配的中卡避让方式:<气动>。 推出输出 气缸输出IO端口号(建议使用双IO控制气缸)。 推出到位输入 气缸到位输入端口号( 建议装配感应器,使用此功能 )。 推出延时 若没有增加到位感应器,可计算时间,配置输出后到位延时时间。 伺服中卡避让

| 参数名称 | 含义 |
|---|---|
| 避让方式 | 移动卡盘:前卡盘底部安转气缸或电机,将卡盘移动推出; 移动激光头:激光头Y方向安装移动气缸或电机,将激光头移动推出。 |
| Z轴上抬至0点 | 执行中卡避让时,Z轴会先上抬至机床坐标0的位置。 |
| X轴返回至0点 | 执行中卡避让时,X轴会先退回至机床坐标0的位置。 |
| 避让后,Y最大工作位置 | 根据实际机床坐标,设置避让移动后Y轴可到达切割最大工作位置。 |
| 避让后,卡盘与喷嘴距离 | 根据实际机床坐标,设置避让后Y最大工作位置到激光头的距离。 |
| 避让后摆轴约束 | Y最大工作位置 :此功能为五轴切割时需要设置的参数,即轨迹为坡口时机床坐标Y最大运动位置,避免摆轴角度过大碰撞到卡盘。 A最大摆动角度 :避让后允许A轴摆动的最大角度,若角度大于当前设定值,则会提示报警。 |
| 避让方式 | 选择机床装配的中卡避让方式:<伺服电机>。 |
| 电机轴号 | 附加轴配置关节名。 |
| 避让推出位置 | 机床坐标中卡动点位置。 |
| 避让返回位置 | 机床坐标中卡原点位置。 |
| 推出延时 | 若没有增加到位感应器,可计算时间,配置输出后到位延时时间。 |
二、参数示意图
避让方式:移动卡盘
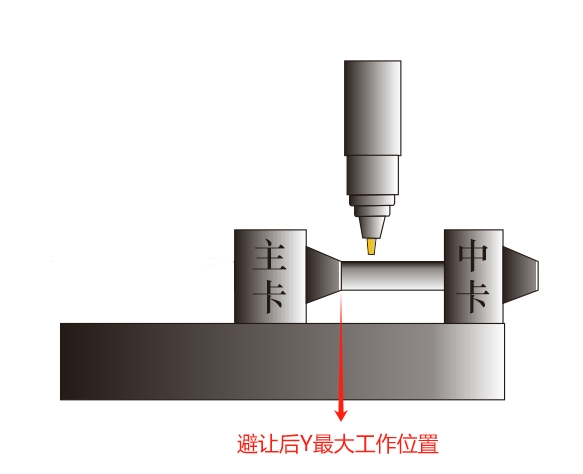
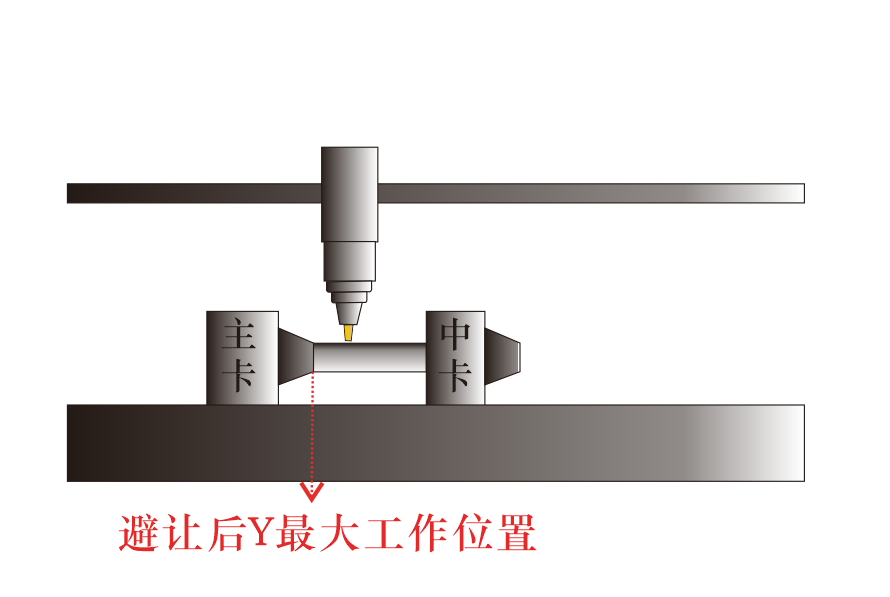
(1)避让后,Y最大工作位置
- Z轴抬高至0点,中卡推出;
- 将A轴摆动至0度位置;
- Z轴下降至管材表面;
- 移动Y轴至切割极限位置,当前机床坐标Y的值就是避让后Y最大工作位置。
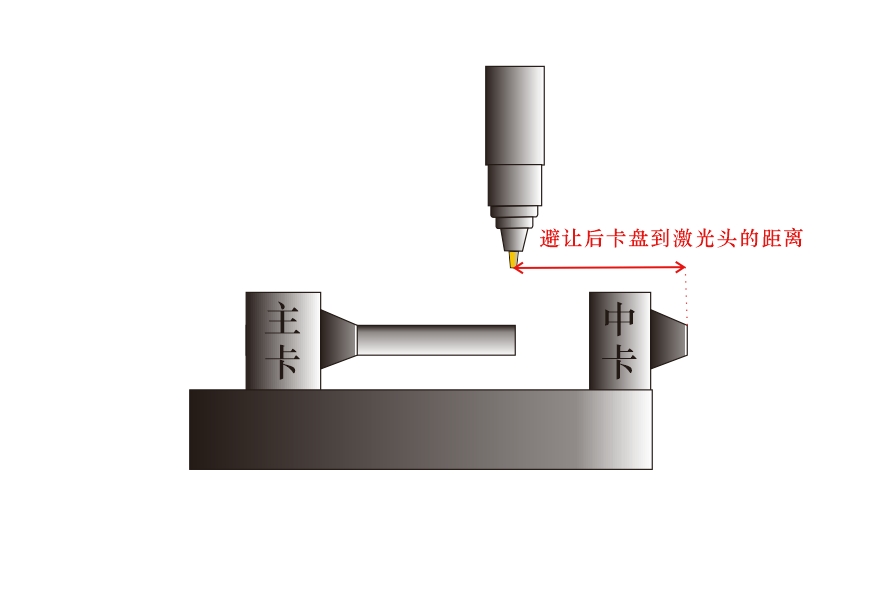
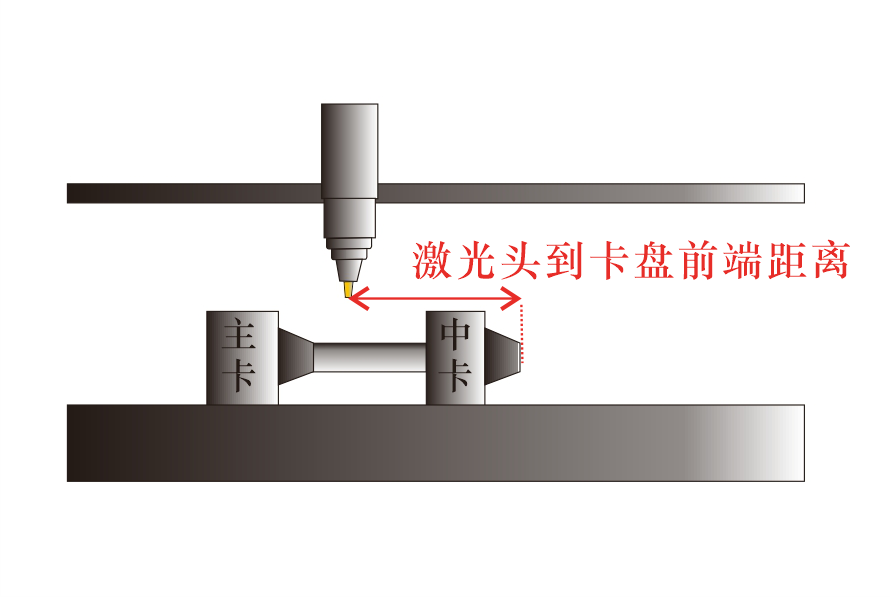
(2)避让后卡盘与喷嘴距离
- 避让推出。
- 测量卡盘2前端到激光头的距离。
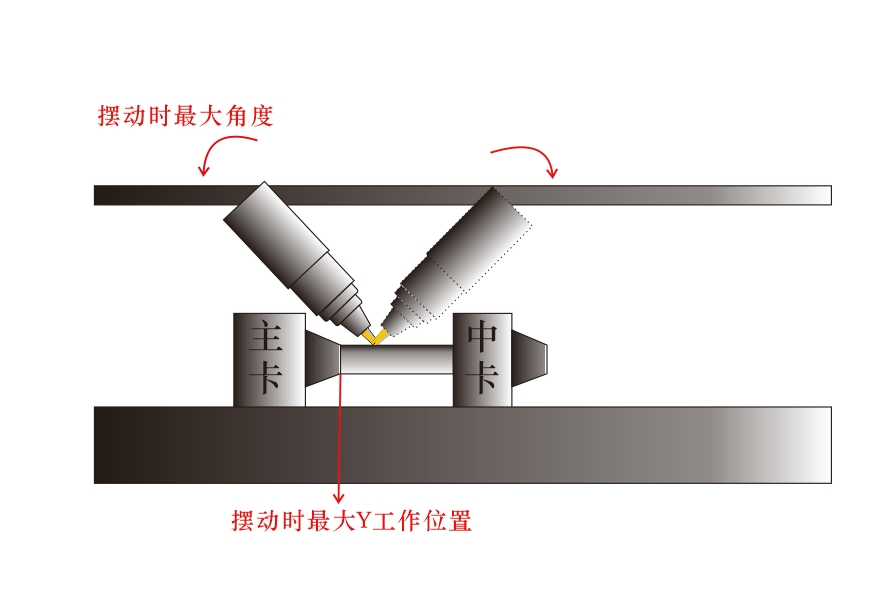
(3)避让摆轴约束(Y轴最大工作位置、A轴最大摆动角度)
- 将A轴摆动至最大角度(角度大小根据实际切割角度),注意该参数不分正负值,所以要先确保摆动该角度时不会碰撞到中卡;
- 角度摆动好后(摆动方向朝主卡盘),Z轴下降至管材表面;
- 移动Y轴至切割极限位置,当前机床坐标Y的值就是避让后摆动时Y最大工作位置。
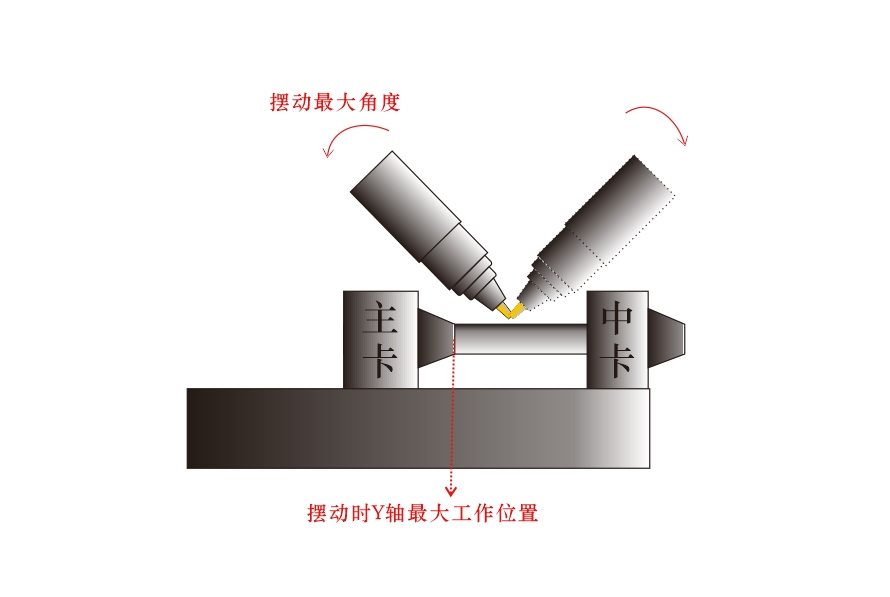
※注意:该参数若设置不合理,将会有撞机风险。避让方式:移动激光头
(1)避让后,Y最大工作位置
- Z轴抬高至0点;
- 将A轴摆动至0度位置,移动激光头;
- Y轴向后移动,预留合适位置;
- Z轴下降至管材表面;
- 移动Y轴至切割极限位置,当前机床坐标Y的值就是避让后Y最大工作位置。
(2)避让后卡盘与喷嘴距离
- Z轴抬高至0点;
- 将A轴摆动至0度位置,移动激光头;
- 激光头推出。
- 测量卡盘2前端到激光头的距离。
(3)避让摆轴约束(Y轴最大工作位置、A轴最大摆动角度)
将A轴摆动至最大角度(角度大小根据实际切割角度),注意该参数不分正负值,所以要先确保摆动该角度时不会碰撞到中卡;
角度摆动好后(摆动方向朝主卡盘),Z轴下降至管材表面;
移动Y轴至切割极限位置,当前机床坐标Y的值就是避让后摆动时Y最大工作位置。
※注意:该参数若设置不合理,将会有撞机风险。